
Stamping Formulas
This page introduces formulas for calculating basic parameters necessary for stamping. The figures obtained from the calculation are for reference only. The conditions for machining depend on the machine tool you are using. Use the optimal conditions according to your actual machining circumstances.
Punching Pressure (P: ton)
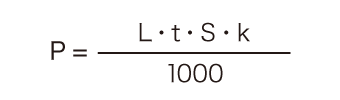
- L (mm): Circumference of the shape punched
- t (mm): Thickness of sheet material
- s (kgf/mm2): Shear resistance* of sheet material
- k: Safety factor = Coefficient (1.1 to 1.2)
- * Tensile strength is converted into shear resistance.
- 1 (MPa・N/mm2) = 0.10197 kgf/mm2
- memo
-
This formula is used to calculate the pressure (load) required for press punching.
Example of SUS304 steel with the following factors:
Circumference of shape punched (L) = 100 mm
Thickness of sheet material (t): 3 mm
Shear resistance of sheet material (s) = 53 kgf/mm2
Safety factor = coefficient (k) = 1.1 (1.1 to 1.2)
In this case, the pressure required for press punching (P) is 17.49 tons.
Bending Pressure (P: kgf)
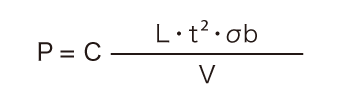
- C: Correction coefficient
- L (m): Bend length
- t (mm): Thickness
- σb: Tensile strength of material (TS: kgf/mm2)
- V (mm): V width of the die used for bending
- memo
-
This formula is used to calculate the pressure that needs to be applied for V bending using a press.
The tensile strength of material (σb) is a value specified for the material. For example, the tensile strength of SS400 carbon steel (mild steel) is 44 kgf/mm2 while it is 53 kgf/mm2 for SUS304 stainless steel. The correction coefficient (C) changes according to V/t and should be substituted into the formula upon measuring the material.
Example:
Correction coefficient (C) = 1.44
Bend length (L) = 20 mm
Thickness (t) = 3.2 mm
Tensile strength (σb) = 53 kgf/mm2
V width (V) = 20 mm
In this case, the bending pressure (P) is approximately 781.51 kgf.

