Presence Inspection (Quantity, Missing Parts)
Presence inspection (quantity, missing parts)
Presence inspection is used to check the quantity or the presence/absence of parts or work on a target. There are many different types of presence inspection, such as:
- Counting bottles in cardboard boxes
- Checking the presence of manuals/accessories in packages
- Checking the presence of food labels
- Checking the presence of electronic components on PCBs
- Checking the presence of screws/washers for securing parts
- Checking the presence of adhesive application
- Checking the presence of cutting or boring work
Presence inspection has been conducted as a matter of course during acceptance/shipment and on production lines. Due to increased factory automation (FA) in recent years, machine vision and image processing technologies have been actively introduced. This page describes the advantages of using machine vision and image processing for presence inspection, and the basic principle and practical applications of presence inspection using image processing.

Basic principle of presence inspection for accurate recognition of quantity or missing parts from an image
Advantages of introducing image processing
Presence inspection has relied on visual inspection using human eyes for a long time. However, this involves the risk of oversight depending on the physical condition or experience of inspectors, the brightness in the room or the time of day. To reduce such human errors and improve work efficiency, image processing has been introduced for inspection tasks.
Visual inspection may cause variations in accuracy due to individual differences among workers and oversight. 100% inspection requires a great deal of time and labor. To solve these problems, image processing has been introduced to replace human eyes for recognizing and judging targets. In recent years, high-pixel full-color cameras capable of high-speed transmission have become available and image processing technology has also seen major advances. Image processing is now widespread in various industries such as automotive, food/pharmaceutical, electronic devices and commodities, and has become indispensable for FA.
Increase work efficiency + reduce labor cost
Visual inspection needs inspectors for every process. Complicated products must be inspected offline which requires extra time. Machine vision has now evolved to offer faster image transmission and processing so that it can achieve reliable presence inspection, even when used inline. This provides increased work efficiency and additional positive effects, such as significant labor cost reductions.
Even tiny or translucent parts are recognizable
With conventional monochrome cameras, it was difficult to differentiate objects with low contrast, such as white and yellow objects. Color cameras allow stable detection and ensure accurate detection of objects that are hard to differentiate visually, such as the presence of grease application. Moreover, the appearance of high-pixel machine vision such as 21 megapixel types and the advancement of filters and other image enhancement technologies have enabled accurate counting of tiny parts.

Basics of presence inspection: binary processing and blob analysis
Presence inspection using machine vision is based on two image processing methods: binary processing and blob analysis. This section describes binary processing and blob analysis using data captured with a typical 256-level monochrome camera.
CCD (Pixel) and Image Processing Basics
Binary processing converts data into two shade levels of black and white
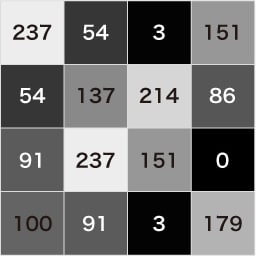
Monochrome cameras represent images with 256 shades of gray. Binary processing converts image represented in gray scale into images that consist of two shade levels, black and white. Each pixel is converted into black or white based on a specified threshold. (Converted into white if a value exceeds the threshold and converted into black if a value falls below the threshold.)
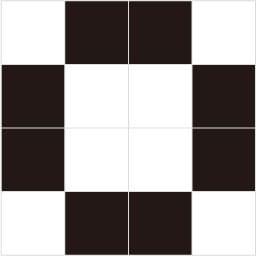
Binary processing changes images from ambiguous, like the one below, to clear and makes extraction easier, resulting in quick and accurate judgment.
Original image(insufficient brightness)

Binary image
Blob analysis for counting targets
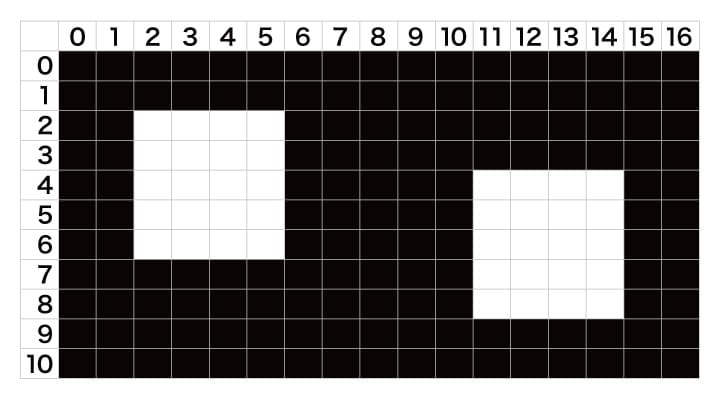
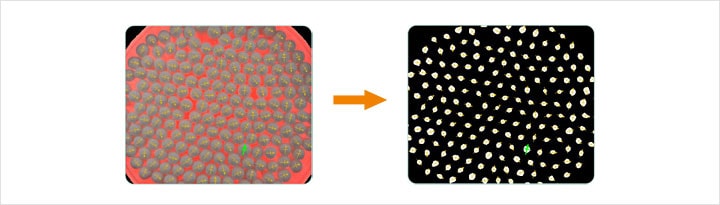
Blob analysis is a typical method for analyzing images that have been converted with binary processing for easier differentiation. A blob means a small lump. In presence inspection, it means an aggregation of pixels having the same shade value. For example, assume that there are two white sections (targets or blobs) after binary processing. Counting the number of these white sections is one of the basic methods of presence inspection.
In the following example, the original image is converted with binary processing and white lumps are counted based on the area size. This is another blob analysis.
Other than counting, blob analysis can be used to obtain various kinds of information such as:
- Presence/absence of targets in an image
- Number of targets in an image
- Areas of targets in an image (unit: pixels)
- Lengths or circumferences of targets in an image (unit: pixels)
- Positions of targets in an image
- Defects or geometric features of targets in an image
Other methods of presence inspection
In addition to binary processing and blob analysis, there are other methods for detecting quantity or missing parts. Let's look at those methods.
Searching for objects similar to a registered target
Register a master for the targets to be counted, then detect similar targets within the search area.
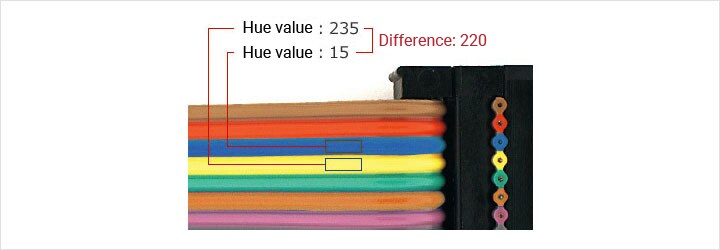
Judgment based on color information
Capture an image with a color camera, convert the three values of hue, chroma and brightness of the target into numerical values, and perform color differentiation. Differences can be recognized based on color differences, which allows more accurate judgment.
Practical applications
Presence inspection using image processing has been used for various tasks. This section introduces some examples.
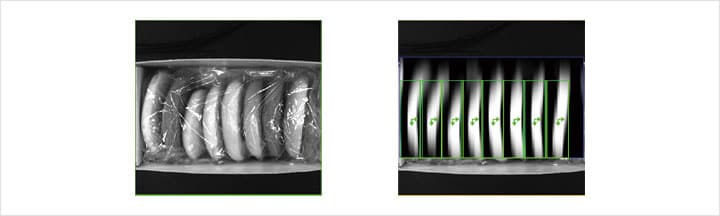
Counting bottles in a package
The most basic use of presence inspection is counting. The number of beverage PET bottles or medical ampules can be counted accurately even on production lines. This application is spreading in the food and pharmaceutical industries where safety is required.

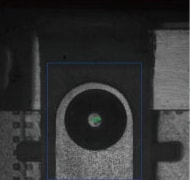
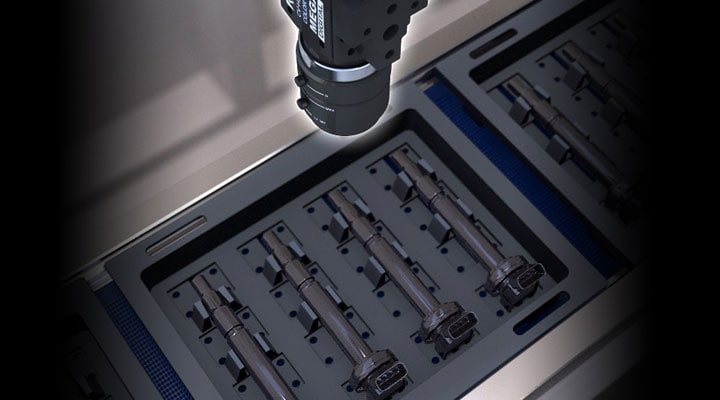
Detecting the amount of grease application
Presence inspection is not limited to simple applications judging presence or absence. In the automotive industry, for example, image processing technology has been used for the judgment of the condition of grease applied to ball joints and drive shaft bearings.

Inspection screen


Checking the number of products in a case
Image inspection is capable of differentiating target types as well as counting targets. It is also used in final inspections before shipment (for counting, type differentiation, presence detection, etc.).


![A Technical History of Image Processing Vol.1 [Camera]](/img/asset/AS_46814_L.jpg)
![The Latest Image Processing Applications [Transportation Industry]](/img/asset/AS_71759_L.jpg)

![The Latest Machine Vision Inspections [Food and Medical Industries]](/img/asset/AS_72814_L.jpg)