TIG welding
This page introduces various aspects of TIG welding, including the shielding gas used, pulses, and features of TIG welding machines. Here, TIG welding is explained using the subcategories of output current waveform and whether a welding wire is used.
TIG (Tungsten Inert Gas) welding uses an inert gas for welding. This type of arc welding does not throw sparks and can be used to weld various metals, including stainless steel, aluminum, and iron.
Non-consumable tungsten is used for the discharging electrode and an inert gas such as argon or helium is used as the shielding gas. The process strikes an arc in an inert gas and uses the arc heat to melt and weld the base material. Although a filler material is used, spatter is rare because the weld area is covered with the inert gas and the arc is stable.
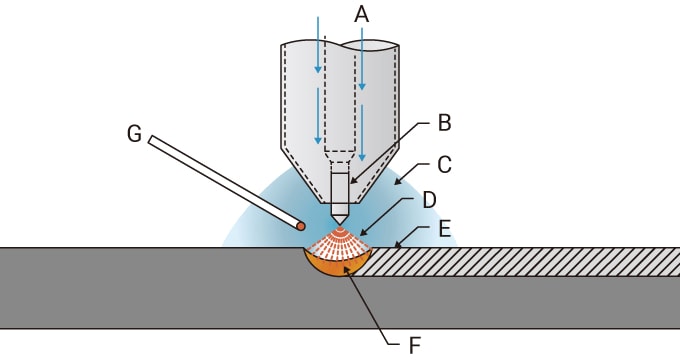
- Shielding gas
- Tungsten electrode
- Ar gas
- Arc
- Weld metal
- Weld pool
- Filler rod
A semi-automatic TIG welding machine mainly consists of the following:
- Welding power supply
- Welding torch
- Gas cylinder and gas flow controller
Some other instruments are added when the torch is a water-cooled type or the filler material is a wire. The polarity of the electric current (positive or negative) should be selected depending on the base material. Consequently, the welding power supply requires a controller for selecting the polarity according to the base material.
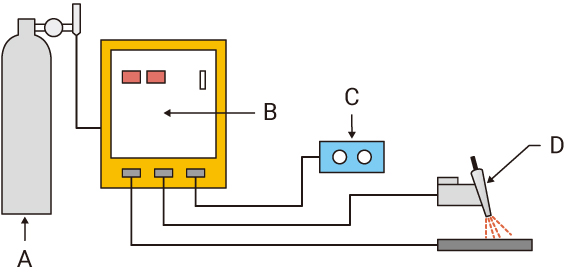
- Gas cylinder
- Welding power supply
- Remote controller box
- Torch
There are various types of TIG welding that can be classified according to the use of AC or DC power, the use of pulse or non-pulse current, and whether a filler wire is used or not.
AC or DC is selected depending on the base material. A pulse or non-pulse current can be selected. The method using a pulse current is called pulse TIG welding. In pulse TIG welding, the welding current is changed alternately at a constant frequency between a pulse current and a base current. The base material melts while the pulse current flows, and cools while the base current flows. This creates weld spots periodically, resulting in a bead looks like a string of beads.
There are two types of TIG welding that use a filler wire: cold wire welding and hot wire welding. Cold wire welding uses a normal filler wire. Hot wire welding heats up the wire beforehand by passing a current through it. This can increase the amount of deposition per unit time. Since about three times the amount of filler material can be melted compared with cold wire welding, welding can be completed more quickly. Hot wire welding makes up for the weakness of TIG welding where it can provide high-quality welding but takes time to melt the necessary amount of filler material.
| Output current | Pulse | Frequency |
|---|---|---|
| Direct current (DC) | Yes | Low frequency (0.5 Hz to 20 Hz) |
| Medium frequency (20 Hz to 500 Hz) | ||
| High frequency (20 kHz or higher) | ||
| No | - | |
| Alternate current (AC) | Yes | Low frequency (0.5 Hz to 20 Hz) |
| Medium frequency (20 Hz to 500 Hz) | ||
| No | - |
| Wire | Method |
|---|---|
| No | |
| Yes | Cold wire |
| Hot wire |
The classifications above are just an example. There are various ways to classify the types, and some may differ from the table above.



