MAG welding
This page introduces MAG welding by looking at the fields in which MAG welding is used, the types of shielding gas and welding wires used, and the features of MAG welding machines. The various shielding gas subcategories of MAG welding are also explained.
MAG (Metal Active Gas) welding is a type of arc welding that uses an active gas (carbon dioxide [CO2] or a gas mix of argon and CO2). The process is also called as CO2 arc welding or CO2 welding. This process is generally used for automatic or semi-automatic welding of ferrous metals. It is not suited for nonferrous metals such as aluminum because of the chemical reaction of CO2.
Automatic or semi-automatic MAG welding uses a coiled welding wire as an electrode instead of the welding rod used in shielded metal arc welding (manual arc welding).
The coiled wire is attached to the wire feed unit and is sent automatically to the torch tip by a feed roller that is driven by an electric motor. The wire is energized when it passes through the contact tip that holds the wire.
An arc is struck between the wire and base material, which melts the wire and base material simultaneously to weld them. During the process, the shielding gas is supplied through a nozzle into the weld area and its surroundings to shield the arc and weld pool from the atmosphere. For the shielding gas, CO2 gas, a gas mix of argon and CO2, or a gas mix of argon with a few percent of oxygen is used.
Compared with shielded metal arc welding, the deposition rate at which the electrode becomes the weld metal is faster, which brings the advantage of high work efficiency due to the deep penetration of the base material. There are other important advantages, such as the weld metal being of high quality and that installing the welding torch on a robot enables automatic welding.
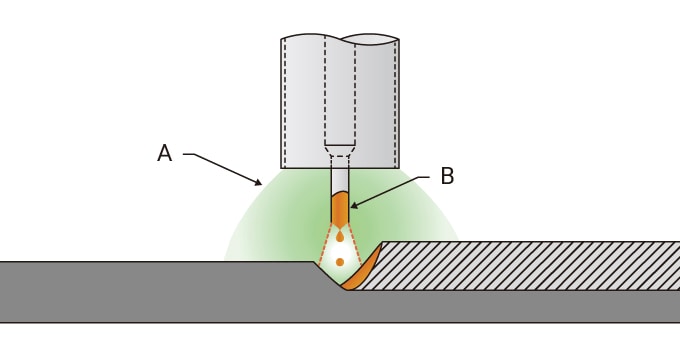
- Ar + CO2 gas mix
or CO2 gas - Solid wire electrode
A semi-automatic MAG welding machine mainly consists of the following:
- Welding power supply
- Wire feed unit
- Welding torch
- Gas cylinder
The wire has to be fed at a constant speed from the feed unit. Consequently, a constant-voltage characteristic power supply is generally used for the welding power supply. The wire feed unit is a constant speed feeding type.
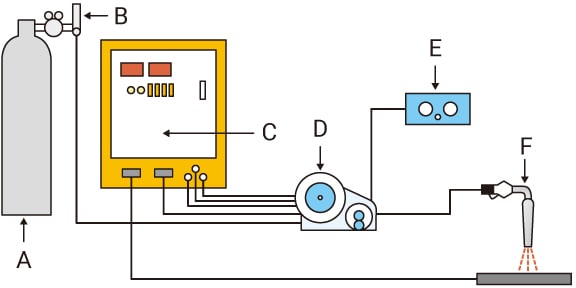
- Gas cylinder
- Gas flow controller
- Welding power supply
- Wire feed unit
- Remote controller box
- Welding torch
MAG welding can be classified by the shielding gas or the type of the welding wire.
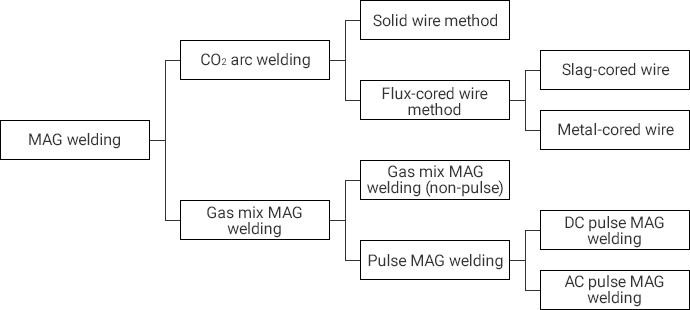
Speaking of the welding wires, solid wires have a cross section that is made up entirely of the same material. The wires for carbon steel have copper plating on their surfaces in order to improve rust resistance and electrical conductivity. Plating-free solid wires without copper plating offer advantages such as stable arcs and easy maintenance of the inside of the welding torch.
Flux-cored wires contain a core of flux inside the wire. They provide advantages such as stable arcs, less spatter and good appearance of the weld bead.
In addition to above, there are slag-cored wires and metal-cored wires. The former is characterized by fast deposition rate and the latter is characterized by less slag formation.



