Principles of electron beam welding
Electron beam (light beam) welding is a welding method based on a principle of electrons emitted in a vacuum tube or Braun tube. Welding is essentially performed in a vacuum (high-vacuum welding), and is characterized by minimal distortion for applications from thick to thin plates and even detailed welding. In recent years, however, electron beam welding machines capable of welding even without a perfect vacuum (low-vacuum welding machine) or by moving an electron gun (moving electron gun welding machine) have been developed, further expanding the range of applications.
Melting principles and applications
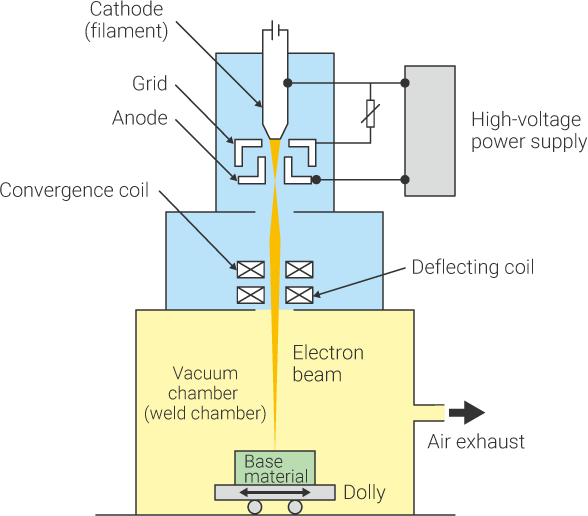
When a cathode in a vacuum is heated by a filament, it emits electrons. The emitted electrons are accelerated by voltage and converged by an electromagnetic coil, and generate high heat energy when they strike the base material. Electron beam welding uses this heat for welding.
The beam spot diameter of a typical electron beam welding machine is approximately 0.2 mm, and the energy density of the electron beam is about 1,000 times that obtained with an arc. The heat applied to the area around the weld is low, which allows for welding with less distortion. Controlling the output of the electron beam enables penetration adjustment, making this method applicable to a wide variety of base materials, from thick to thin plates. Electron beam welding can also be used to weld metals with high melting points (such as tungsten) as well as active metals that may oxidize during welding (such as titanium).
Potential applications are ship's shell plates, bridges, storage tanks, aircraft parts, and electronic components.
With electronic components, a process called electron beam sealing is used to seal crystal oscillators that must be joined in a vacuum. In this process, vacuum brazing sealing is performed by melting the filler material between a metal lid and a ceramic package through heat conduction induced by the electron beam.
Electron beam welder

Differences from laser welding
Both electron beam welding and laser welding are capable of achieving deep penetration with a small amount of heat. With laser welding, no vacuum is required, the equipment can be smaller than electron beam welding equipment, and high welding speeds are possible.
However, laser beams have a smaller output than electron beams, so the penetration depth is shallower, making laser welding not suitable for welding thick plates. Also, if the reflectance of the base material surface is high, the energy efficiency will decrease.
The table below compares various aspects of each method. The comparison shows that both methods have advantages and disadvantages, and that the advantages of each method must be utilized accordingly.
| Electron beam welding | Laser welding | ||
|---|---|---|---|
| CO2 (carbon dioxide) laser | YAG laser | ||
| Heat source device | High-voltage generator + electron gun | Optical resonator with CO2 as the main medium | Optical resonator with a YAG rod as the medium |
| Output range of commercially available equipment | 3 kW to 100 kW | 0.5 kW to 45 kW | 0.1 kW to 6 kW |
| Maximum melting capacity | Approx. 150 mm (100 kW) | Approx. 30 mm (45 kW) | Approx. 10 mm (6 kW) |
| Beam energy efficiency | Approx. 100% | Approx. 20% Significant loss due to surface reflections and plasma absorption |
Slightly higher surface absorption coefficient than CO2 with less plasma absorption |
| Practical maximum plate thickness | Approx. 100 mm | A few mm or less | Same as left |
| Welding atmosphere | Vacuum (<10-2 mm Hg) Welding must be performed in a vacuum |
Ambient air Inert gas shielding required as with arc welding |
Same as left |
| Weld materials | Metals only No metal materials with high vapor pressure such as zinc and magnesium |
Metals, non-metals | Same as left |
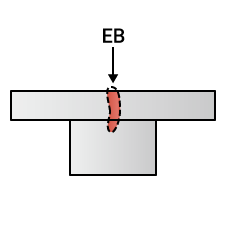
Electron beam welding couplings
Electron beam welding is used to melt and join base materials. Because the welding is characterized by a small spot with minimal heat effects, couplings with no gaps are ideal. However, when welding at a max. penetration depth of 3 to 5 mm, gaps of up to 0.1 mm are generally allowed. Deeper penetrations allow for a larger gap threshold. At a penetration depth of 50 mm, welding is possible even with a 3 mm gap by using filler material (welding wire).
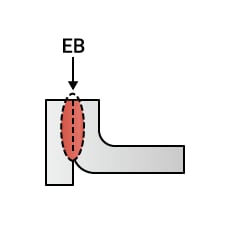
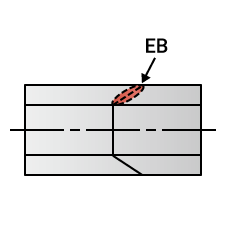
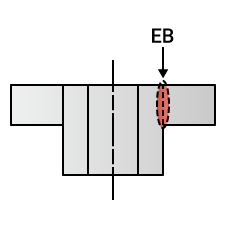
- Typical weld couplings possible with electron beam welding
(EB = electron beam) -
-
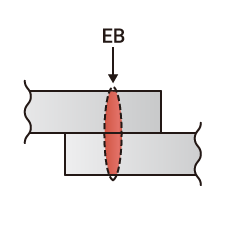
Lap
-
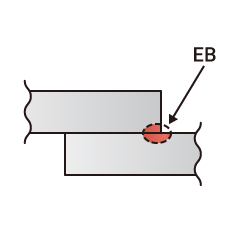
Lap fillet
-
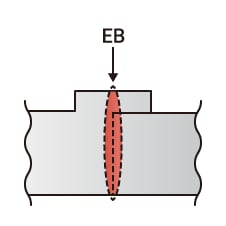
Overlapped butt
-
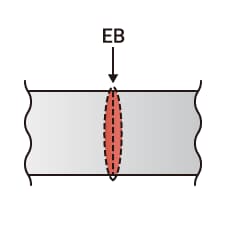
I-shaped butt
-
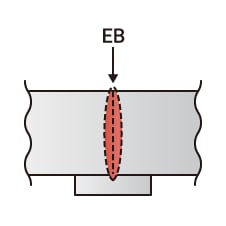
I-shaped butt (with backing)
-
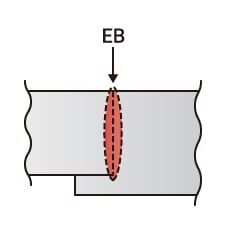
I-shaped butt (stepped)
-
T-shaped through-hole
-
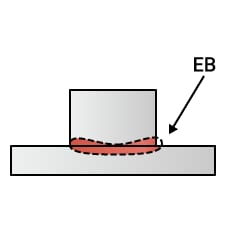
T-shaped fillet
-
Edge
-
Diagonal butt
-
Tube
-
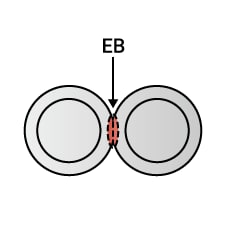
Pipe cutting line
-

