Temperature Sensors
Product Lineup

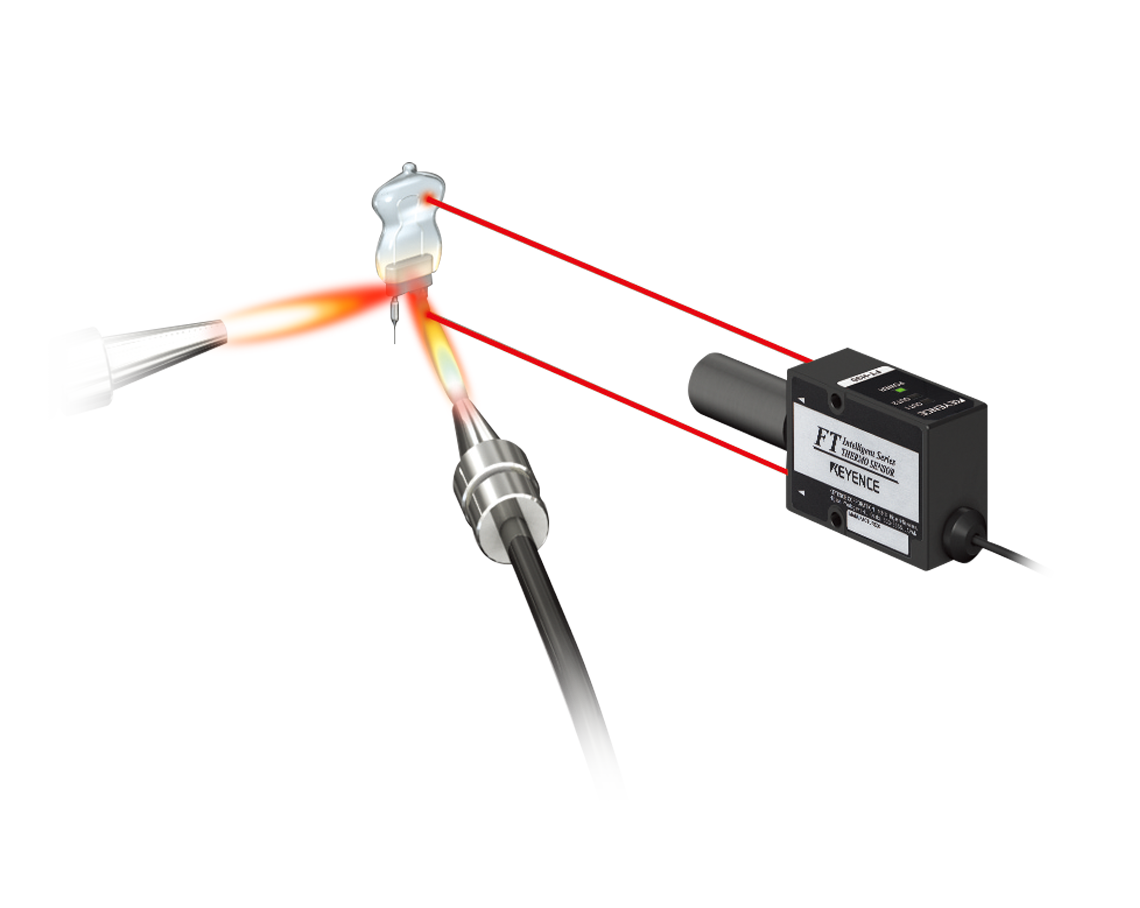
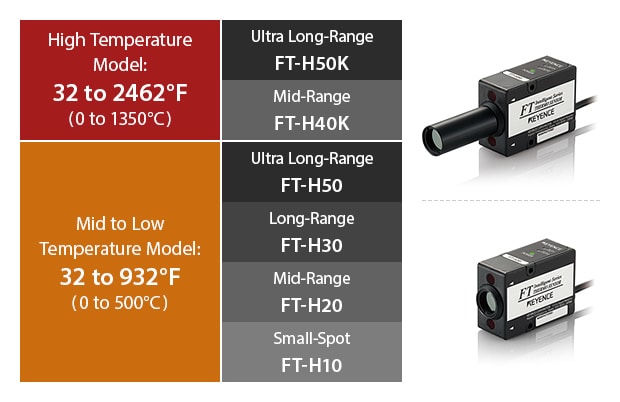
FT Series digital infrared temperature sensors are designed to provide wide temperature detecting ranges, high responsiveness, long detecting distances, and easy installation and settings. The thickness of the far-infrared resonance film of the thermopile (array of thermocouples) used for temperature detection is reduced as much as possible to allow efficient thermocouple arrangement. This makes quick and reliable detection of absorbed heat possible and improves the response speed of the thermopile. The lineup is available in two types: high temperature models and mid to low temperature models. Since the detection area can be checked visually with a visible laser beam, it is easy to align the sensor position during installation. The current temperature of the target can be input directly on the amplifier unit. This eliminates the work needed to set emissivity for each target.
A temperature sensor is a device that can measure the temperature of an aimed section of targets. The sensor converts measured temperatures into electric signals and outputs them. Temperature sensors are classified into contact and non-contact types. The former includes thermistors, thermocouples, and resistance thermometers. The latter includes infrared temperature sensors and color temperature sensors.
Infrared temperature sensors can be made to have compact sensor heads and their detecting distance is unlimited. They have the advantage of fewer restrictions on installation position and space.
Principle of infrared temperature sensors
Infrared temperature sensors use the following principle to detect the infrared rays emitted from objects to measure their temperatures.
1. Infrared rays emitted from an object are collected by a lens and directed to a sensing element called a thermopile.
2. When the thermopile absorbs the infrared rays and its temperature rises, it generates electric signals according to the temperature.
3. These electric signals are amplified and corrected based on the emissivity of the object and the temperature is displayed.
A thermopile has a structure in which many thermocouples are connected in series. The hot junctions of the thermocouples are placed in the center, and the cold junctions are placed on the periphery. The infrared rays collected by the lens strike the hot junctions only, and only the hot junctions are heated. The Seebeck effect generates a voltage difference between the hot and cold junctions, thereby allowing for temperature measurement.
What is emissivity:
Emissivity expresses the ease of emission of thermal radiation (infrared rays) from an object with a number from 0 to 1. The emissivity of an object that emits the maximum possible radiation is 1. An object with an emissivity of 1 is called a black body. An object for which all infrared rays reflect or pass through (such as air) has an emissivity of 0. The emissivity of objects in general falls somewhere between 0 and 1. Even though the material is the same, an object with a rough surface has a higher emissivity.
How to determine the emissivity:
If the emissivity of an object is described as a physical constant in any reference or other material, use the value as is. Determine the emissivity by taking into account the conditions where the emissivity was measured (such as the surface condition of the object). If the emissivity is unknown, measure the temperature of an actual object and use the value displayed on the radiation thermometer.
KEYENCE’s infrared temperature sensor
In order to measure temperature properly with an infrared temperature sensor, you need to set emissivity specific to the target objects in advance. However, setting emissivity requires labor and difficult operations, including various calculations and settings particular to the material of the target.
The FT Series has eliminated this labor and these difficult operations. If the emissivity of the target is known, just input the value directly on the amplifier unit. Even if the emissivity is unknown, you can set it easily by just applying/affixing the optional black body spray/tape onto the target and measuring the temperature with the FT Series.
Benefits of Temperature Sensors
Using a temperature sensor to monitor the temperature of equipment on a manufacturing site can prevent various problems caused by excessive loads or electric current, or by equipment malfunctions. It is also possible to activate cooling equipment with optimum timing.
Measuring temperature can prevent problems in the equipment caused by the influence of heat. For example, when a temperature sensor is set with the upper and lower limit temperatures to turn on/off the cooling equipment for the motor of a processing machine, the motor can be cooled with the appropriate timing when it gets hot due to excessive loads or other causes.
Since the temperature sensor can monitor the temperature continuously, the process in which the motor reaches a specified temperature and then is cooled can be understood. As a result, problems can be found and addressed at an early stage. For example, if the temperature of the motor does not change normally even though the processing machine is operating, the cooling equipment may not be operating properly or the motor may be overheated by an excessive load.
When a temperature sensor is used to measure the temperature around a target, it is possible to detect that the temperature has reached the upper or lower limit due to an abnormality with the air-conditioning system or to maintain optimum temperature control for the target. This allows for prevention of problems such as defective products produced due to abnormal temperatures.
Using a temperature sensor allows the prevention of problems such as those caused by abnormal rises or drops in the temperature during a coating process. When a temperature sensor is set with the upper and lower limit temperatures to turn on/off the air-conditioning system for the coating process, the line can be heated or cooled with the appropriate timing.
Since the temperature sensor can monitor the temperature continuously, the process of reaching a specified temperature can be understood. This allows for appropriate heating and cooling and accurate control of the time required for paint to dry. You can also find problems quickly, such as if the temperature does not change continuously even when the air-conditioning system is operating. This can help minimize the release of defective products.
Infrared temperature sensors can measure temperature from a distance with pin-point precision. You can prevent the production of defective products by measuring the temperature of minute parts during processing or detecting abnormal temperatures of tools and materials.
Using an infrared temperature sensor allows the prevention of problems such as those caused by low solder temperatures. When a temperature sensor is set with the temperature at which the activation of the solder heating equipment is required, heating can be started with the appropriate timing.
Infrared temperature sensors can measure temperature from a distance with pin-point precision. They can measure the temperature of minute sections, such as soldering of IC pins, without being affected by infrared radiation from the surrounding area of the processed section. Accumulating the data of continuous measurement of the temperature during soldering facilitates processing accuracy management, which was difficult with conventional methods, resulting in quality maintenance and improvement.
Temperature Sensor Case Studies
Welding industry: Temperature measurement in high-frequency induction heating processes
High-frequency induction heating is a processing method that uses a heating phenomenon called a skin or proximity effect. The process requires temperature measurement of workpieces heated by flames. Thermocouples and other contact-type temperature sensors cannot be used because they are damaged by high temperatures. With typical infrared temperature sensors, accurate measurement is impossible due to the influence of infrared energy emitted from the flames.
FT Series digital infrared temperature sensors are equipped with a newly developed circuit and center floating structure to maximize stability—the most important property of a temperature sensor. Despite its non-contact method, the FT Series can perform stable temperature measurement under various conditions. The FT Series also contributes to the automation of tasks that had been done by skilled workers based on personal experience, such as controlling residual heat that varies depending on the outside temperature.
Metalworking industry: Temperature measurement of hot-forged products
The temperature of workpieces during hot forging rises to 900°C (1652°F) at maximum. Such temperature cannot be measured with contact-type temperature sensors. Even at locations more than 6 m (19.7') from workpieces, measurement errors occur because of the thermal expansion of sensors. This means that the temperatures of workpieces during hot forging must be measured from a distant location where the sensors will not be affected by the heat.
The FT Series digital infrared temperature sensor has no limit on its detecting distance. The lineup includes various models that can be selected according to the sizes of targets and the measurement ranges. Selecting an optimum model from the lineup allows for accurate measurement of the temperature of workpieces during hot forging from a distant location where the sensor will not be affected by the heat. These functions help to reduce the time and improve the accuracy of analyzing the relationship between temperature and shape of workpieces under high temperatures, which had been thought impossible with conventional sensors.
Plastic molding: Temperature control of materials immediately before pouring
In this process, it takes some time for heated material to be poured into molds. This leads to variations in the temperature of the material, resulting in molding defects. Preventing such defects requires temperature control of the material immediately before pouring. In many cases, the space for installing a thermometer is limited and the operating environment is not clean, so there is also a need to address the dirt on the lens.
FT Series digital infrared temperature sensors have enclosed the detector, including the thermopile, in a cylindrical structure and made it float to avoid contact with the sensor head housing. The layer of air created by this floating structure can eliminate the influence of disturbances such as the ambient temperature of the sensors. The sensors also have compact bodies that can be installed anywhere. Since the detecting distance is unlimited, a location in a clean environment can be selected for installation.
Temperature sensors are classified into contact and non-contact types. These are selectively used according to the operating environment and/or purpose. In order to achieve accurate and stable measurement, it is necessary to understand the characteristics of these sensors.
Characteristics of contact-type temperature sensors
Contact-type temperature sensors measure temperature based on changes in the values, such as electric power or electrical resistance, which are measured with a measuring tip directly in contact with the target. The following describes the types and characteristics of major contact-type temperature sensors.
Thermocouples
These temperature sensors use the Seebeck effect, the phenomenon where a thermoelectromotive force is generated when two conductors of different metals are electrically connected to form a closed circuit and a temperature difference is applied to both ends.
These sensors a wide temperature measurement range, a fast response speed, the ability to measure small targets, and easy processing and analysis of temperature information. Combined with a lower cost than other temperature sensors, this type is used in a wide range of applications. However, a compensation lead wire is required to extend the cable.
Resistance thermometers
Resistance thermometers utilize the characteristics of a metal in which electrical resistance increases as the temperature rises. A typical example of a resistance thermometer is a platinum resistance thermometer in which high-purity platinum is generally used for the resistance wire.
They are suitable for measurement of low temperatures (ordinary temperature range) and allow for stable and precise measurement. They have another characteristic of being less affected by mechanical impact or vibration. On the other hand, their maximum operating temperature is about 500°C (932°F), which is lower than that of thermocouples. These sensors are generally expensive when compared with other sensors.
Thermistors
Thermistors are temperature sensors that use the temperature characteristics of semiconductor resistors that change resistance with temperature changes. They offer smaller errors caused by lead wire resistance and high sensitivity among temperature sensors, relative to their cost. Their disadvantages are narrow measurement ranges and not particularly high measurement accuracy due to non-linear resistance change characteristics.
Characteristics of non-contact-type temperature sensors
Non-contact-type temperature sensors measure temperature by detecting the radiant heat (infrared rays) emitted by targets. They can be divided into the following two types based on their principle and each has its own characteristics.
Infrared temperature sensors
These sensors measure the strength of radiant heat to determine the temperature. They are further divided into three types. Total radiation temperature sensors measure temperatures from the integral value within the entire wavelength range. Wide-band radiation temperature sensors measure temperatures by using only wavelengths which are advantageous for the measurement. One-color temperature sensors measure temperatures based on the strength of the radiant heat of one wavelength.
Infrared temperature sensors are effective when measuring the temperatures of moving/rotating objects and objects whose surface temperature can be changed by coming into contact with the sensor (objects with small heat capacity). They, however, cannot measure the temperature of the inside of targets or of gases. Emissivity also has to be set in accordance with the target. In recent years, infrared temperature sensors that complete this setting automatically have been developed.
Two-color temperature sensors
These sensors measure radiant heat by using two different wavelengths and determining the temperature from the ratio between the radiances.
They are characterized by fewer errors even when measuring targets that are smaller than the spot diameter of the sensor. They have the disadvantage of unstable temperature values in locations with dust or water vapor in the air or when the target is measured through a dirty window, because of the diffusion of radiant heat.
Frequently Asked Questions About Temperature Sensors
The ratio of infrared rays emitted from objects (emissivity) differs depending on their materials and surface conditions, even if they have the same temperature. Consequently, accurate temperature measurement of an object requires setting of emissivity in accordance with the object.
The setting of emissivity varies depending on if you know the emissivity or not. With the FT Series, if you know the emissivity, you can just input the value on the amplifier unit. Even if you do not know the emissivity, you can set it automatically by just inputting the current temperature of the target on the amplifier unit. If you do not know the current temperature of the target, you can apply/affix the optional black body spray/tape onto the target and detect the surface temperature to set the emissivity.
Metal targets such as iron or aluminum have properties of high reflectance and low emissivity. The detection of targets with low emissivity may become unstable because the infrared temperature sensor will receive fewer infrared rays from the target. The emissivity of a glossy metal surface is low and it may decrease further when the surface is tilted. If the detection position changes, the temperature of the metal surface itself may change.
With the FT Series, stable detection is ensured when the sensor is mounted perpendicular to the target and it measures the same point every time. If there is any heat source such as people, operating equipment, or a heater, setting the emissivity in accordance with the target will enable accurate measurement.
Since infrared temperature sensors detect also visible steam or smoke, the measured temperature may include errors.
The FT Series uses an air purge function to remove steam or smoke between the sensor head and target, ensuring stable detection. If oil mist is floating in the air, you can reduce its influence by cleaning the lens surface of the sensor head regularly or enclosing the sensor head with a cylinder and using the air purge function to prevent the ingress of the oil. If the sensor head is heated by the radiant heat from the target and detection becomes inaccurate due to the high temperature of the thermopile inside, you can prevent the rise of the internal temperature by covering the sensor head with aluminum foil.