PLC (Programmable Logic Controller)

Product Lineup

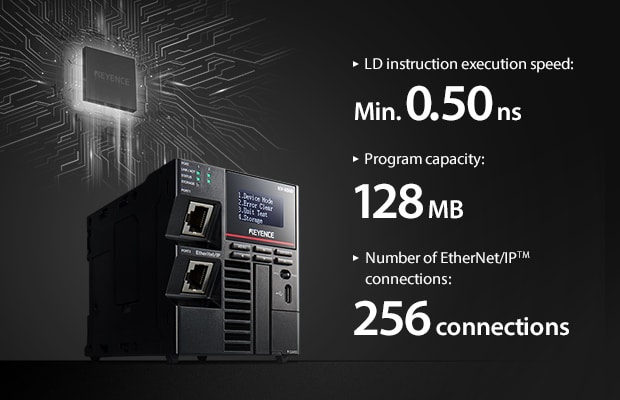
Next-generation PLC: Adopting Quad Core CPU with ultra-high speed and large-capacity, 256 EtherNet/IP™ connections and OPC UA via CPU communication port. Operation recorder function saves “all variables/all devices/cameras/events” data before and after the trouble occurs. Throughout debugging to maintenance, KV-X Series differentiate your machine performance.







A programmable logic controller, or PLC, has a built-in microcomputer (central processing unit (CPU)) and memory (storage element).
These useful devices operate with external input devices (push button switches and limit switches) that are mounted on the operating panel or system and allow you to freely control external output devices, such as indicator lights and solenoids.
Programs are written into the PLC memory from a computer installed that has dedicated ladder programming software installed.
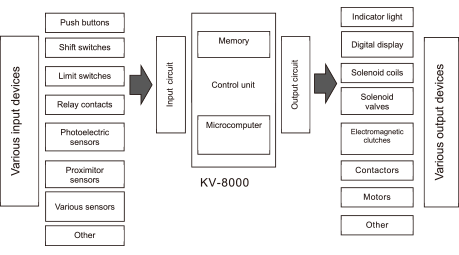
PLC structure
Benefits of PLC (Programmable Logic Controller)
Compared to PLCs, conventional relay circuits can require quite a few relays, timers, and counters depending on the number of input and output devices as well as the design of the control circuit. Any addition or change in the relay circuit due to adding devices leads to time and costs spent revising the wiring.
With a PLC, you can easily modify circuits with additions and changes to the dedicated program. Even large-scale circuit design can be dealt with using just one PLC.
Function extension units are available to allow PLCs to handle various use cases. A dedicated program instruction language is provided for each unit, which allows for design of and changes to program circuits regardless of the complexity of the control.
Compared to circuits built only using large numbers of contact relays, PLCs use relays for input and output units as necessary. This keeps down the number of mechanical parts used in the circuitry design, which minimizes part replacement and improves ease of maintenance.
PLC (Programmable Logic Controller) Case Studies
Quality management with centralized flow rate monitoring
Simultaneous monitoring of multiple flow sensors is possible from the PLC. The ability to monitor sudden or gradual changes in flow rate from a central point helps improve quality control and energy savings.
Light curtain optical axis visualization
With the ability to monitor the received light intensity for each optical axis of a light curtain, PLCs can help prevent malfunctions by issuing an alarm if the intensity decreases due to dirt or vibrations.
Variation prevention (welding machines)
Uneven welding occurs when there is a difference between the sensor's measurement and the positioning command. With a PLC, the timing of the measured value (analog input unit) and of the positioning command (positioning unit) are synchronized with inter-unit synchronization, which eliminates variations and allows for stable welding. Furthermore, corrections are applied at high speed, which allows for control that is both high speed and high precision.
Increased measurement accuracy (profile measurement system)
In order to understand profile changes in more detail, the PLC’s sampling cycle need to be raised to increase the volume of sampling data per second.
The PLC’s buffering function allows for sampling of up to 100,000 data sets per second. Waveform comparison can be performed on the collected data within the PLC for inline pass/fail inspection.
Traceability system construction (processing, assembly, and inspection)
With a PLC, marking data scanned by the code reader and the manufacturing information of each process can be transmitted to the host computer as a CSV file.
The computer is not accessed at all times, which reduces the load on the network. Through an Ethernet connection between the PLC and the code reader, logging the matching level (the ease of reading) together with the read marking data makes it possible to check the marking quality at all times.
Frequently Asked Questions About PLC (Programmable Logic Controller)
A program format called ladder logic is most common, but the structured text (ST) language is also used.
Previously, different programming languages were used for different PLCs, but standardization of the programming language is progressing under International Standard IEC 61131-3 in order to improve user-friendliness. KEYENCE’s PLC, the KV Series, is compliant with IEC 61131-3.
It depends on the PLC manufacturer and series. With the KV Series, you can directly connect units together without any base.
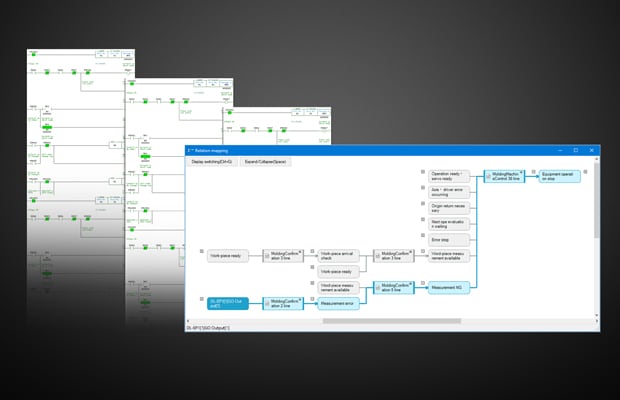
Using an integrated development environment (IDE) that streamlines program creation and operation testing can help reduce debugging time. KEYENCE's ladder programming software for the KV Series, KV STUDIO, includes features such as a 3D simulator and unit monitor, which allow operation to be verified even when the actual PLC or workpiece is not available. Debugging features such as step execution and a real-time chart monitor can also help shorten the time required to locate issues.
TCO calculations should include not only initial installation costs but also maintenance expenses, the risk of production loss, the reusability of existing software assets, and training costs across the full operating lifecycle. KEYENCE offers replacement case study collections and ladder program conversion support tools for migrating to the KV Series, which can be used as references when estimating and reducing migration costs. For an estimate tailored to a specific site, please contact a KEYENCE representative.
Common approaches include using compact PLCs with integrated I/O and adopting distributed (remote) I/O configurations. KEYENCE's building-block style PLCs, such as the KV Nano series (including EtherNet/IP-compatible models), allow users to configure only the I/O points required for a given application, which can help reduce the space needed inside a control panel. Distributed I/O architectures that use industrial networks such as EtherCAT or EtherNet/IP can also help reduce wiring and save panel space.
EtherCAT is often selected for servo control applications that require high-speed, synchronized performance, while PROFINET and EtherNet/IP are widely used for connecting field devices from multiple manufacturers. The KEYENCE KV Series supports several open industrial networks, including EtherCAT, EtherNet/IP, and CC-Link IE Field Basic, and has been deployed in automotive parts factories for traceability and integration with production management systems. For specific examples, please refer to the case studies section of the KEYENCE website.
One effective approach is to combine a PLC, a data acquisition system, and an HMI so that the time, cause, and surrounding operating data for each alarm are automatically logged. With the KEYENCE KV Series, options such as automatic logging to a memory card can be used together with the alarm history function of the VT Series HMI and long-term operating data recording via the NR Series data acquisition system. Combining these capabilities allows trend analysis that can support predictive maintenance.
Simulators that allow programs to be verified without physical hardware, together with reusable libraries of program components, can help reduce development time. KEYENCE's KV STUDIO software offers a 3D simulator that can verify both PLC operation and machine motion, a unit operation check function, and function block (FB) capabilities. Completing operation verification during the design phase can help shorten overall development schedules.
A common approach is to extract signals from the PLC and display them on a dashboard through a data acquisition system or IoT gateway. For example, combining the KEYENCE KV Series PLC, the NR Series data acquisition system, and KEYENCE's IoT data utilization platform can enable equipment visualization while minimizing additional wiring and sensors. Because existing equipment signals can be leveraged, this type of project can often be started with a relatively modest initial investment.
Notable trends include data preprocessing at the edge, AI-based anomaly detection, tighter integration with upper-level IT systems such as MES and ERP, stronger cybersecurity measures, and broader adoption of industrial Ethernet. The KEYENCE KV Series includes models with built-in OPC UA server functionality and IoT gateway capabilities, offering options that support edge-side data utilization and integration with higher-level systems.
