Optical Comparator (Profile Projector)
Optical Comparator (Profile Projector)
An automated, instant measurement system that provides highly accurate and repeatable measurement data in seconds; simply place a part on the stage and push one button! Hundreds of critical features can be dimensioned on the part anywhere within the system's field of view. Built in automatic edge detection software allows for measurements to remain consistent among all operators and eliminate subjectivity. This user friendly tool can be used by anyone to compliment your quality control processes whether it is being used in a lab or out on the shop floor.
Product Lineup

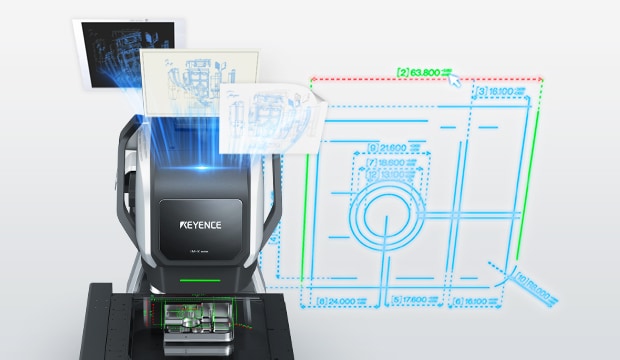
Instantly measure your parts with the push of a button. The Instant Measurement System takes place-and-press measurement to the next level with a significantly increased measurement range of up to 500 mm (19.69″) and multisensor capabilities including; optical, probe, laser, and rotary. This system features a new automatic drawing import function to help automate programming by importing CAD files and now PDF, JPEG and paper drawings. Furthermore, the built-in Smart Assist tool auto-optimizes focus and lighting for expert level programming and optimal performance even with no prior optical metrology experience. This new Instant Measurement System enables fast, easy, and accurate inspections, even on large parts.


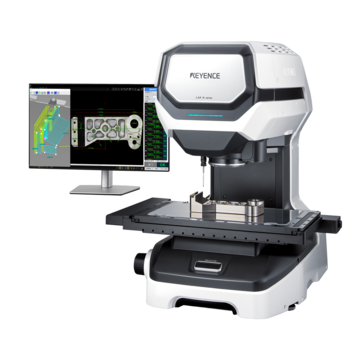
Capable of high-definition imaging, the IM-8000 Series Image Dimension Measurement System has triple the detection performance of conventional systems without sacrificing its simple operation; just place the part on the stage and press one button. With a 20-megapixel CMOS sensor and a new algorithm for stable edge detection, high-accuracy measurement on up to 300 features within seconds is now possible. A newly developed, optional automated rotary fixture allows for 360' multi-surface measurement on diverse part sizes and shapes. Achieve accurate and repeatable measurements instantly with its 'place and press' operation; this ensures consistent results regardless of operator experience. The fast, accurate, and easy-to-use interface of this product solve various measurement-related problems.
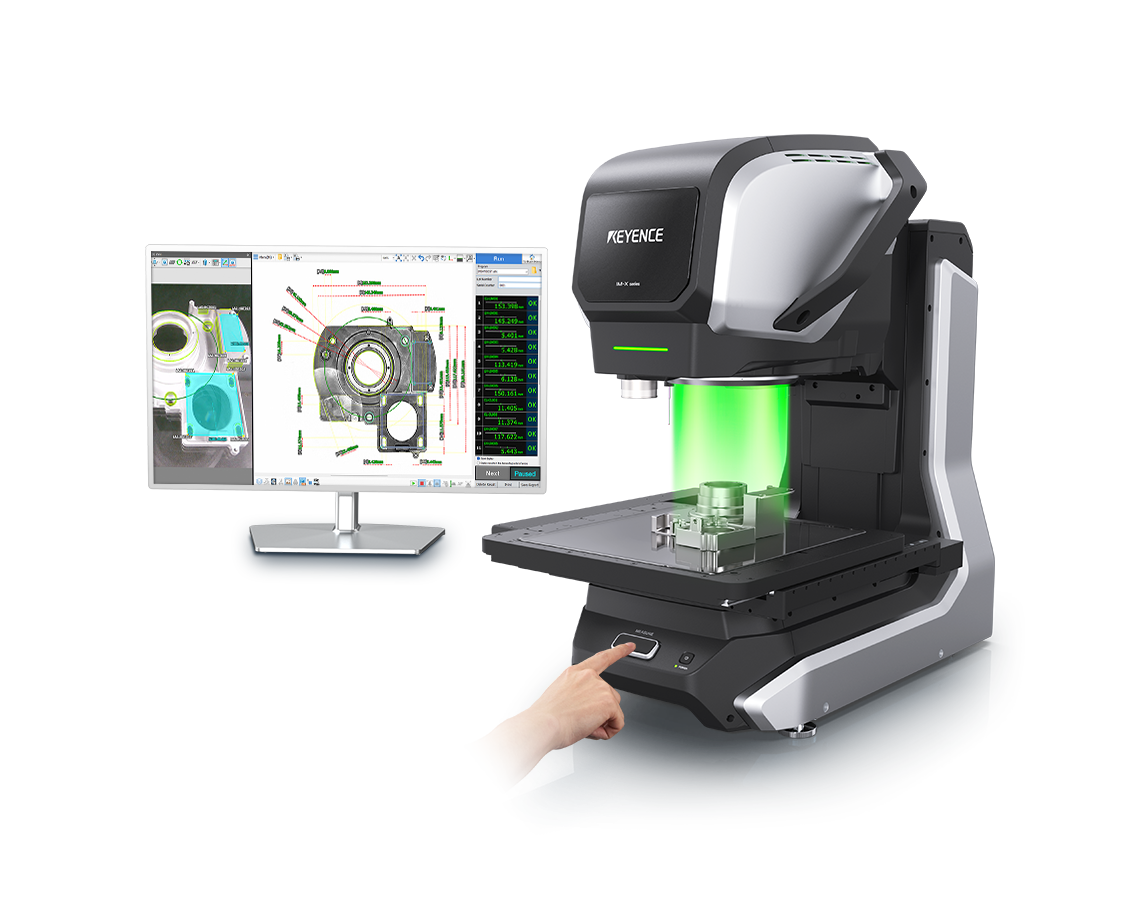
High-accuracy (±0.1 µm) measurement can be performed easily just by placing the part on the stage and pressing a button. Three measurement methods are available: high-accuracy image measurement, non-contact height measurement via a multi-color laser, and contact measurement via a touch probe. This product drastically reduces the dimensional measurement time of complex parts and ensures accurate measurements with no variations between results obtained by different operators.
Optical comparators are a type of optical measuring instrument used for inspection and measurement in the manufacturing industry. The measurement principle is similar to that of optical microscopes, meaning that no physical contact is needed when using a comparator measuring tool. This is unlike handheld tools, such as measuring tapes or vernier calipers, that use contact between the tool and part for measurement.
Let's take a look at the process of using an optical comparator. First, the target is placed on the stage, and a light is shined on the target from underneath. This causes the target's profile, or shadow, to be projected on the screen. Once the shadow is projected, there are two ways to use an optical comparator. The technician can either measure on the optical comparator by silhouette measurement or by point comparison. Silhouette measurement refers to measuring the shadow while incorporating magnification distortion. Alternatively, point comparison uses a screen with a predicted image. The shadow is then moved to hit each point on the image, and the technician measures the distance that the optical comparator stage moved.
KEYENCE's version of optical comparators – Instant measurement systems – uses advanced technology to make the measuring process faster, easier and more accurate. Once a part is projected on the screen using a combination of lights, precision lenses and high-resolution camera, these automated optical comparators process the shape of the object while automatically removing burrs and chips that cause inaccurate measuring. Once the shape is processed, part measurement is automatic and instantaneous with the results are displayed on-screen. This telecentric optical system is used to enable accurate measurements with no error resulting from operator skill.
How Does A Telecentric Optical System Work Differently?
Standard optical comparators can warp the shadow from an object depending on the height and width, meaning that there is extra time needed for correct measurements. KEYENCE added a telecentric lens in their optical comparators for distortionless shadows on the profile projector.
With the telecentric lens on the optical comparators, the system can keep a constant and accurate magnification. Instead of variations based on size, the telecentric lens on the Instant Measurement Systems secures a 2D image birds-eye view without any prospective angle error from different heights. Not just that, but KEYENCE's system automatically adjusts the lighting, focus, and orientation of the program to correspond with the part (or parts) on the stage and produce quick results.
Why Choose Optics-Based Dimensional Measurement?
Modern measurement devices have transformed quality control across industries. These optical machines offer clear advantages over traditional contact needs. If your parts are malleable or small, are a complex shape, or there is a high-volume, non-contact optics-based measurement is the way to go.
The image dimension measurement system approach eliminates operator variability and significantly reduces inspection time. Unlike conventional methods that require multiple tools and setups, optical inspection systems can measure hundreds of features simultaneously. They are ideal for high-volume manufacturing settings where precision and speed are crucial due to their efficiency.
How Optical Comparators Enhance Production Quality
Optical comparator integration greatly enhances quality control procedures. These methods remove subjectivity and human error, producing reliable, repeatable outcomes. By identifying flaws early in the production cycle, manufacturing teams may cut waste and improve the overall quality of the final product.
Real-time quality feedback is made possible by the latest instant measurement system technology. In order to maintain strict tolerances, operators are able to promptly detect size deviations and make necessary adjustments. This proactive approach to quality management guarantees customer satisfaction and helps avoid expensive rework.
Key Advantages of the IM-X Series Optical Comparator
The IM-X Series' cutting-edge optical measurement technology produces outstanding results. Sub-micron accuracy, one-second measurement cycles, and the capacity to measure up to 5000 dimensions at once are among the main advantages. Additionally, the field of view is captured without distortion and part-focusing is fully automated.
Increases in productivity are quantifiable and instantaneous. When compared to conventional procedures, companies report reductions in inspection time of up to 90%. The instant measurement system's capability allows operators to process multiple parts without manual repositioning, significantly boosting throughput while maintaining precision.
What is the programming like?
Programming the IM-X Series requires minimal training thanks to its intuitive interface design. The system has automated reports that easily produce thorough inspection records. While various lighting options maximize contrast for different part materials and shapes, the auto focus feature eliminates the need for manual adjustments.
Step-by-step instructions for setup and operation are provided in the integrated handbook. Auto measurement features automatically choose the proper measuring instruments and identify the geometry of the part. Together, these characteristics produce an intuitive user experience that cuts down on training time and guarantees consistent outcomes for all operators.
Contact vs Non-Contact Measurement System Comparison
Conventional contact measurement techniques sometimes cause measurement inaccuracies due to probe pressure or harm to delicate components. These problems are resolved by non-contact technologies, which makes them perfect for precision parts, thin components, and soft materials. The optical inspection method provides better precision while maintaining part integrity.
There are speed disparities between touch and non-contact approaches. Modern optical comparators instantly capture whole part profiles, whereas coordinate measuring machines require measurements at specific points. Significant time savings and increased manufacturing efficiency result from this dimensional measuring advantage, particularly for complex geometries that call for many measurements.
Optical Comparator Principle (Telecentric Optical System)
Optical comparators were originally developed to inspect the outlines of targets. Models equipped with measurement functions appeared later. Some large optical comparators have screen diameters that exceed 1 m.
Optical comparators are also commonly known as profile projectors, shadowgraphs, or comparator measuring tools.
A typical optical comparator illuminates from below and projects the shadow of the measuring object placed on the stage through a projection lens onto a projection screen. These reasons are why it is also known as a profile projector or shadowgraph.
At this time, the size of the projected image is an image magnified with a correct magnification from the measuring object, and the dimension of the measuring object is measured by measuring this image.
An optical system called a "telecentric optical system" is used in the optical comparator so that it can be projected with accurate magnification from any position on the stage. The telecentric optical system differs from conventional lenses because there is no optical comparator lens distortion. With a general lens, near objects look large and distant objects appear small, which allows you to judge perspective. Telecentric lenses, on the contrary, project the same size for near and far objects.
This telecentric lens on KEYENCE's optical comparator allows you to capture the image of an object at the correct magnification without warping the image.
KEYENCE's IM-X Series Instant Measurement system optical comparator was designed to be the next-generation optical comparator. Known for the motto "Just place and press," KEYENCE's optical comparator system makes the measuring process a seamless activity that cuts down hours of inspection time.
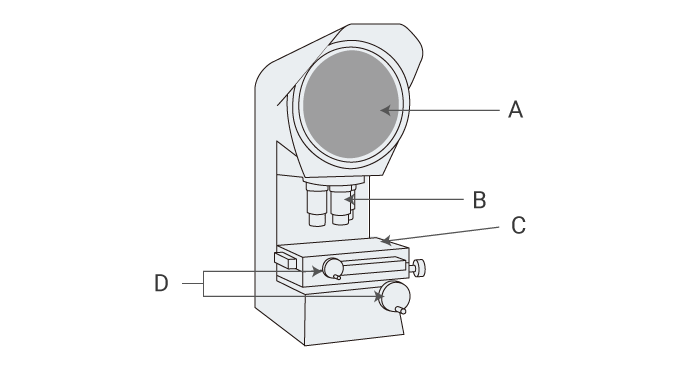
A: Projection screen, B: Projection lens, C: Movable stage, D: Stage movement handles (X and Y handles)
Precautions, Maintenance and Calibration
Conventional optical comparators require regular maintenance in order to continuously and accurately perform measurements. Maintenance is often performed onsite by a technician as the tool is generally too large to be sent off for regular maintenance.
In addition, regular calibration is required to confirm that the accuracy is as specified. An optical comparator's calibration cycle is 6 months to 3 years. As with maintenance, calibration is generally performed locally.
Benefits of an Optical Comparator (Profile Projector)
A primary feature of optical comparators is that they have two dimensional measurement capabilities (X and Y directions), unlike hand tools such as micrometers, vernier calipers or height/depth gauges, which are limited to measurement in only one direction at a time.
The benefit is that it enables inspectors to double their output compared to the one direction hand tools. Operators can line up the lower left-hand corner of the image with the screen centerline to set up an origin point and get a simultaneous reading of both length and width helping to streamline inspection processes.
Optical comparators use a non-contact measurement that doesn't skew the measurement of flexible parts or damage sensitive parts. During the inspection process, nothing but light touches the part, so the part doesn't have any potential to warp or change shape.
A major benefit beyond part integrity is that non-contact gauges also eliminate the "feel factor" and resulting human error of hand gauges. With this subjectivity removed, companies see an improvement in the consistency of their measured values.
Companies can see cost benefits through optical comparator utilization. One way is that they can reduce inspection time with optical comparators by measuring faster than conventional handheld gaging.
With the time saved and increased throughput, there can be a significant impact on profitability. Another cost saving comes in the form of hard gauges. By using optical methods more, you greatly reduce the wear of hard gauges. Also with more wear and need for periodic recertification, there's a requirement for additional substitute tools to use during these down periods which can now be eliminated with optical methods.
Place the object on the stage of the optical comparator.
A scale is applied to the image projected enlarged on the optical comparator screen to measure the dimensions. Alternatively, you can use the XY stage together and measure the dimensions from the amount of movement.
An optical comparator measuring tool with a computerized calculation function can obtain various measurement results such as width, diameter, and angle by taking measurement points while moving the stage of the optical comparator.
How to Measure a Length/Width Using a Comparator Measuring Tool
Place the object to be measured on the screen and adjust the height of the optical comparator table to focus.
Next, align the orientation of the side you want to measure on the projected image with the orientation of the screen reference line. Adjust the value of the XY stage to 0.
Next, move the optical comparator stage using the stage movement handle and align the other side of the projected image to be measured with the screen reference line.
At this time, the movement amount of the optical comparator stage is displayed in each of the X and Y directions, so this value becomes the measured value. In the case of simple measurement in only one direction, the amount of movement on the optical comparator in only the X or Y direction is used.
How to Measure a Radius /Diameter with an Optical Comparator
Place the object on the comparator measuring tool to be measured on the screen and adjust the height of the table to focus.
Next, align the center point of the circle on the projected image with the point where the screen reference line is public.
In the case of radius, take 0 points here and move the stage to check the movement amount at the point where the edge of the circle was at the center of the stage. In the case of diameter, move the stage once from here to the edge of the circle, take 0 point, and move to the opposite edge to check the amount of movement. In either case, it is common to measure in four directions in a cross shape.
It is also possible to measure on the comparator measuring tool by applying a concentrically graduated sheet called a "chart" to the screen.
In the case of an optical comparator with a calculation function, the diameter and radius are automatically calculated by taking three measurement points at the edge of the circle.
How to Measure Angles on an Optical Comparator
There are several ways to measure the angle with an optical comparator.
A method of checking the amount of rotation of the stage by rotating the optical comparator stage in the θ direction by aligning the straight line of the projected image with the reference line of the screen.
There is a method of checking by putting a sheet called a "chart" with a fine scale like a protractor on the screen.
On an optical comparator with a calculation function, the angle is calculated by specifying two straight lines.
How to Use Overlays
There are several types of charts that can be used with an optical comparator.
For measuring the diameter and radius, there are concentric circle marks. For measuring angles, there are radial marks. In addition, some of the scales are written in a grid to see the XY coordinate values. Both are placed on the comparator measuring tool screen and measured by matching them with the projected image.

Optical Comparator (Profile Projector) Case Studies
Medical Industry
See case studies and white papers from medical companies that have implemented the IM Series automated optical comparator into their inspection processes. Many medical companies require FDA validation for use, so KEYENCE has made a normally difficult task quick and easy with the help of their dedicated support staff, who are experts on all aspects of optical comparators. They have an FDA validation packet that can validate the IM system, and their tech experts are available to answer any questions about this process. Example applications of how to use an optical comparator include medical tubing, stents, needles, vials, orthopedic screws, and more. Learn how one company went from measuring 200 parts in 12 hours to measuring the same 200 parts in 30 minutes with KEYENCE's optical comparator!
Aerospace and Defense Industry
See case studies and white papers from aerospace and defense companies. Dive into how large-part aerospace and defense companies no longer feel unprepared for small-part measuring when they use KEYENCE's optical comparators. The comparator measuring tool system's built-in software automatically collects data and generates detailed inspection reports to help with AS9100 requirements. This data can also be integrated with your desired SPC software for easy data management. Example applications of the optical comparator include precision machined and turned components like flanges and fasteners.
Aerospace Industry
Discover precision measurement solutions for the aerospace industry. Explore precision measuring systems for aerospace manufacturing with KEYENCE's easy and accurate devices.
Plastics Industry
Plastic is a popular material used across a myriad of industries because of its durable, flexible, and lightweight characteristics. In fact, millions of tons of plastic are used and manufactured each year, from phone cases to toilet seats. With its versatility comes a need for a measuring machine that matches it in diverse capabilities—KEYENCE’s IM Series allows instant measurement for plastics. KEYENCE’s instant measurement systems can measure plastic of all shapes, sizes, colors, and industries. Keep reading to learn about our special features that make measuring plastic so seamless.
Automotive / EV Industry
After a tough hit from the pandemic, the automotive/EV industry is booming again, with trillions of dollars amassing in revenue. With pre-pandemic manufacturing regaining momentum, the prospects of advancements to make vehicles greener, lighter, and last longer are exciting. With these advancements, especially in the competitive electric vehicle market, efficiency and quality are necessities for manufacturers across the globe. Enter instant measurement machines, KEYENCE’s IM Series is a solution for efficient and precise EV quality checks and manufacturing solutions. Electric vehicles and instant measurement go hand in hand—these systems support the fast-moving industry emphasizing precision and longevity. Let’s dive into how electric vehicles and instant measurement go together.
Fixtures
Fixtures used for optical comparators are used to fix the object in place to be measured in the correct orientation. For example, a round object can be fixtured horizontally by clamping it down or for fixing an object whose bottom surface is not flat in an orientation suitable for measurement.
There are various types of fixtures for optical comparators, including clips, clamps, and magnets.
Mylar Overlay Chart
The overlay chart is used by matching it with the measurement image projected on the screen. There are various types of charts. For example, those with a grid or concentric scale are generally used.
In addition, by overlaying the diagram chart in which the design value of the measurement target is magnified at the same magnification, it is possible to see how the contour of the design value differs from the actual measurement target by superimposing it on the projected image.
Surface Illumination
The optical comparator can not only illuminate from below and transmit light to create a shadow, but it can also illuminate from above (lens side) to project outlines.
Even if the measurement target is difficult to measure with only the transmission (backlit) image, it is possible to measure it by using the epi-illumination on the optical comparator.
Curtain
Blackout curtains are used to block light coming from outside. It is used to project a shape more accurately on an optical comparator by blocking ambient light.
While the optical comparator is a convenient measuring instrument that can perform various measurements, users can encounter a few obstacles when using a conventional comparator measuring tool.
Measurement Stability
The position to focus on an optical comparator differs depending on the person, causing a measurement error.
Work efficiency and measured values differ depending on the skill of the person.
Not only does the skillset of the person measuring affect the values, but there are other shop floor factors too. For example, ambient vibration from work on the shop floor may disrupt positioning. Another factor may be the number of people who use the optical comparator and produce different measurements.
Responsiveness
When comparing shapes, it is necessary to superimpose a 10x enlarged drawing on the projected image and visually confirm the difference.
It is not possible to acquire the numerical values of the differences from the dimensions and drawings with the measuring instrument.
It is difficult to store and compare data, such as transferring contour shapes to trace paper.
Cost and Effort
It takes time to manually move the optical comparator XY stage to adjust the position and orientation of the target object and acquire the coordinates of the measurement points one by one to measure.
In the case of an object with a step, it is necessary to focus on each change in the height of the measuring point.
Writing various documents and contour shapes is a manual process requiring many man-hours.
Furthermore, you require a specialized technician to operate an optical comparator, report measurements, and draw up reports. If your company doesn't already have one employed, outsourcing can be costly.
Why choose KEYENCE?
Ease-of-Use - Just place a part on the comparator measuring tool system's stage and push a button on the optical comparator to fully inspect a part. The IM-X Series works with various parts, like machined parts, resin molds, springs, and die-cast parts. There is no tedious learning curve for measurement or the possibility of human error. Instead, all that is needed is a few clicks and seconds for the IM Series automated optical comparator to automatically recognize the position and orientation. Even with multiple types of parts on the stage, the IM-X optical comparator identifies each one and can differentiate the measurement results.
The optical comparator system automatically measures a part in less than 3 seconds. Not only does the system measure quickly, but it also speeds up overall measuring time by measuring up to 1000 parts. Even more, the time used for carefully focusing conventional measuring tools multiple times from various positions is completely eliminated with KEYENCE's optical comparator.
High-precision optics and cameras allow for up to +/- 0.7 um accuracy. The accuracy of KEYENCE's version of an optical comparator competes with the manual measuring processes because of how easily measuring can be affected by other factors. For instance, someone's vision and metrology skill level will affect the measurement output. On the flip side, KEYENCE's optical comparators are almost completely automated and have slim to no possibility of human error.
Speed and accuracy relate to the actual optical comparator measuring, but KEYENCE can go even further and increase overall productivity with the image dimension built-in software features. In seconds, the IMs report statistical values, measurement data, inspection reports, trend graphs, and histograms. With these features, parts move more quickly through the optical comparator measuring process.
Looking to streamline your measurement process by adding KEYENCE's optical comparator to your toolbox? KEYENCE's optical comparators don't require any metrologist experts to measure up to 1000 parts at a time. Instead, the intuitive software only requires a press of a button for you to start measuring parts and receiving measurement feedback.
Here at KEYENCE, we pride ourselves in our expert teams and confidence in our products– which is why we offer a free demo for you to see what KEYENCE's optical comparators do. Contact us today, and our quick team will get back to you to schedule a demo!
Optical Comparator Resources
What is an optical comparator?
Wondering what an optical comparator is and how it works? Here is everything you need to know about optical comparators, from the basics of comparator measurement to the accuracy of optical comparator measurements. Discover the benefits of using optical comparators for precision measurement and explore the different types of optical comparators available.
Gamma aerospace: metrology upgrades
Learn about the new Gamma Aerospace upgrades and the metrology capabilities; including the IM Series and its CAD capabilities. Understand more how these advances have improved accuracy and efficiency in manufacturing processes.
How to choose an optical measurement device
An optical measurement device is a measuring instrument that uses optics like illumination, a lens, and a mirror to create an image that is measured. These devices can measure dimensions such as a part’s length, width, radius, etc. In this blog, we’ll analyze the differences between optical measurement system processes and optical measurement machines. In addition, we will discuss which of KEYENCE’s optical measurement instruments will work best for your production needs.
What is Swiss machining? Benefits & applications
Understand Swiss machining: Explore the benefits and applications of swiss machining. Learn what Swiss machining is and how it utilizes Swiss lathe machines.
What is machining?
Here is the introduction to Machining from the Keyence America experts. Understand what machining is and what materials can be used. Also learn about the different processes and measuring tools for machining.
Measuring microscopes (tool maker’s microscopes)
Explore KEYENCE's measuring microscope solutions. Achieve precise and detailed microscope measurements. Enhance your microscope measurement capabilities for quality control and analysis.
Optical CMMs (VMMs)
Discover KEYENCE America Optical CMM and Measurement System. Achieve precise optical measurements with advanced optical technology. Enhance your optical measurements with more quality control.
Metal stamping processes, techniques, and machines
Explore metal stamping techniques, processes, and machines. Find reliable stamping parts manufacturers and gain insights into the stamping manufacturing process.
What is stamping?
Learn what stamping is and how it plays a crucial role in manufacturing. Explore stamping parts and precision metal stamping techniques. Gain insights into the stamping manufacturing process, including its application in car manufacturing.
What is wire forming and how do wire forming machines work?
Discover wire forms, flat springs, stampings, and wire form springs. Learn about wire forming machines, including 3D wire forming machines and the versatile four slide technology. Find a variety of wire forms and springs for your specific needs.
What is wire forming and how does it work?
Discover the world of wire forming and gain a clear understanding of what it is and how it works. Explore the wire forming process, learn about wire bending machines, and discover the metals that can be drawn into a wire.
Extrusion process
Learn about the extrusion process, explore a wide range of extruded parts, and discover the benefits of aluminum extrusion. Find the right extrusion machine for your needs and gain a clear understanding of what extrusion is and how it works.
What is the extrusion process? Types & advantages
Learn about the types and advantages of the extrusion process in manufacturing. Gain insights into how the extrusion process works and its applications in various industries.
Injection molding processes and services
Learn about the injection molding process, explore plastic injection molding techniques, and find the right injection molding machine for your needs. Understand the various parts of an injection mold and gain insights into the benefits and applications of injection molded products.
What is injection molding and how does it work?
Learn what injection molding is and how it works, including metal injection molding. Explore common injection molding defects and problems and gain insights into the basics of injection molding.
What is machining? Machining types and processes
Explore the world of machining from the experts: Types, processes, and techniques. Understand what machining is and its significance in manufacturing. Discover different types of machining processes and operations.
Frequently Asked Questions About Optical Comparators (Profile Projectors)
Optical comparators are designed for two-dimensional visual inspection. For this reason, a part would need to be reoriented and remeasured on the optical comparator for three-dimensional features. Another method would be to use a combination of tools, such as an optical comparator, calipers/micrometers, and height gauges. For example, you can measure any two-dimensional feature using the optical comparator but then move the part over to a height gauge to get any required heights or depths. The final measured results from the optical comparator can be manually written on a report or typed into an existing reporting platform.
KEYENCE's IM-X Series automated optical comparator measures up to 5000 dimensions on a parts in less that 3 seconds at the push of a buttom to +/- 0.7 um accuracy. Once the part is measured, the optical comparator system automatically records the data and creates an inspection report. Our latest comparator measuring tool offers both a touch probe for 3D measurements along with a multi-color laser for instant height measurement. When compared to a traditional optical comparator, companies see a significant reduction in inspection time, operator subjectivity, and scrap and rework. The advantages in measurement speed, accuracy, and ease of use of the optical comparator are immediate.
Yes, modern optical comparators excel at measuring curved and irregular geometries. The advanced edge detection algorithms automatically identify part boundaries regardless of shape complexity.
Highly reflective surfaces, transparent materials, and parts with extreme color variations can challenge optical systems. However, multiple lighting options and ultra-high-definition CMOS minimize these limitations.
Small to medium-sized parts with complex 2D geometries benefit most from optical comparator measurement. Examples include machined components, stampings, gaskets, and precision fasteners.
Proper lighting is crucial for accurate edge detection and measurement precision. The IM-X Series offers a variety of lighting styles for optimal measurement conditions for each part type and material.
Automated focusing, instant edge detection, and simultaneous multi-feature measurement capabilities eliminate manual adjustments. This automation reduces typical measurement times from minutes to seconds.


![IM-X Series Questionnaire Answers from Users [Comparison to Optical Comparators and Measuring Microscopes]](/img/asset/AS_161634_L.jpg)
