Optical Comparator (Profile Projector)
What Is an Optical CMM (Vision Measuring Machine)?
Key Takeaways
- Optical CMMs use cameras and sensors for non-contact measurement, preventing surface damage and deformation of delicate parts.
- To ensure accuracy, stabilize parts at room temperature (68°F) for at least 5 hours before measurement to avoid thermal expansion errors.
- Modern systems leverage telecentric lenses and high-resolution CMOS sensors to achieve sub-micron accuracy and consistent, automated inspection.
- Optical CMMs outperform traditional contact-based CMMs in high-throughput environments by capturing full-field data in a single image.

An optical coordinate-measuring machine (CMM), also called a vision measuring machine or video measuring machine, captures the dimensional data of a part using cameras and optical sensors instead of a physical probe. These systems analyze images to measure angles and geometric features and work well for delicate and small parts that could shift under contact.
How Optical CMMs Work
An optical CMM uses controlled lighting and imaging to capture part geometry. For modern machinery, this is an automated process where a part is placed on the staging area, the system captures the image, and then the software applies its measurement routines. This structure allows a vision measuring machine to produce consistent results while supporting automated optical inspection.
How to Use an Optical CMM
-
1Place the measurement target in the metrology lab for at least 5 hours before measurement to allow the target to adjust to room temperature (generally 68°F). This will prevent errors due to thermal expansion.
-
2Place the target on the optical CMM stage, and scan it to capture an image that will be used by the optical CMM for detecting the edges.
-
3Some optical CMM models can also perform auxiliary measurements using laser light or a touch probe.
-
4The measured values can then be output as various types of CAD data.
What Optical CMM Does KEYENCE Have?
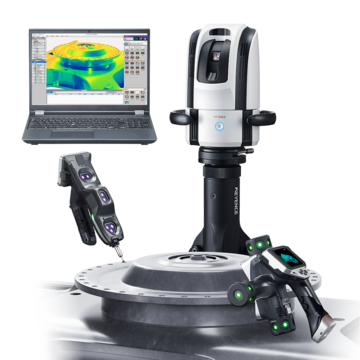
KEYENCE’s version of an optical CMM is called the LM Series High Accuracy Image Dimension Measurement System.
The LM Series offered by KEYENCE uses optical elements like cameras and sensors, alongside advanced software technology, in order to precisely inspect parts.
Key Features of KEYENCE’s Optical CMM Solution
Telecentric Lens
The LM optical CMM uses a telecentric lens for highly accurate and magnified measuring. The telecentric lens uses magnification that allows you to see edges that are hard to see with the naked eye, and ensures a stable and consistent image of the part without warping or distortion over the field of view. Because of the high definition, the machine is able to achieve sub-micron level accuracy.
CMOS Sensor
The 20-megapixel monochrome CMOS strengthens the lens’ resolution performance. Because of the CMOS sensor, the LM optical CMM has a 3x greater resolution than conventional imaging sensors. In turn, you can expect faster and more accurate optical CMM inspection.
Illumination
The LM optical CMM includes multiple illumination functions to eliminate the need for repositioning a separate overhead light. These illuminations are called backlight, coaxial, four-division multi-angle above, four-division multi-angle below, and slit ring.
Z Focus Positioning
Since the LM has a telecentric lens with high magnification, it can use Z-focus positioning for height or depth measurement. Because of the magnification, the measurement system can measure the height of areas as small as 20 x 20 μm.
Tilt Correction
The tilt correction function sets a reference plane for tilted targets so that the LM can still take accurate measurements even with a tilt.
Flatness Measurement
The LM uses the height measurement function to measure flatness and display a color map to show height differences on planes.
Benefits of Non-Contact Dimensional Measurement
Non-contact dimensional measurement removes any physical interaction with the part. This reduces the chance of surface damage and limits variations caused by operator handling. Optical sensors also gather more data in less time, as a video measurement system captures entire features in one image rather than measuring point by point.
Optical CMM vs Traditional CMM
Traditional CMMs use probes to measure one point at a time. This method delivers high accuracy but requires more time and setup.
An optical CMM captures full-field data through imaging, which reduces the inspection time and simplifies operations. Contact systems still have a role in high-precision applications, but a vision measuring machine fits well in environments where speed matters.
Applications in Precision Manufacturing
Optical CMM systems are used throughout precision manufacturing as they support the inspection of machined parts and assemblies with tight tolerances. A video measurement system is often used for incoming inspections and final validations. Non-contact dimensional measurement is especially effective for small components.
Automated Optical Inspection Capabilities
Automated optical inspection runs pre-set measurement routines with minimal operator input after setup; this system then repeats the same sequence across multiple parts with consistent results.
Key Features of Modern Vision Measuring Machines
Modern vision measuring machines combine optical hardware with software-driven workflows, with some common features that include:
- High-resolution imaging
- Automated focus and edge detection
- Programmable inspection routines
- Data output
These capabilities support both standalone inspections and automated optical inspection processes.
High-Resolution Imaging and Software Integration
High-resolution imaging allows the system to detect small features with clarity, and software processes this data and applies measurement tools in real time. Integration with reporting tools allows for results to be stored and compared against specifications.
Choosing the Right Optical Measurement System
Selecting an optical CMM depends on part size and inspection volume. A vision measuring machine is often used in high-throughput environments where consistency is needed. Ease of use and workflow integration should also be considered. Matching system capabilities to the application leads to more efficient inspections.
Discover advanced optical CMM solutions for high-speed, high-accuracy inspection.
FAQs About Optical CMMs (VMMs)
What is an optical comparator?
An optical comparator, or shadowgraph, is a conventional tool used to measure dimensions off of a part’s silhouette. It uses lights and mirrors to cast the shadow of a part onto a grid that is then used to take measurements. This process is pretty manual, and subjective to the user. The IM and LM Series Automated Optical Comparators turn this manual process into an automated one, allowing for fast, accurate and easy measurement.
What are the limitations of an optical comparator and how does the IM and LM overcome those challenges?
Optical comparators are manual, subjective, and limited in capability. The IM and LM Series are not manual or subjective because they are both automated systems. The programs made on the system ensure repeatable measurements regardless of user. The IM is also accurate to 2 um, an accuracy of which no optical comparator can compare to.
How to choose the right optical measurement device?
Depending on the size of your parts, and the measurements needed to be measured, such as hidden features like blind holes, height measurements, rotational measurements, etc., the IM Series has the right model for you. It's best to discuss with your product specialist to decide which model of the IM Series or LM Series would be the right choice for your needs.
What is advantageous about non-contact part inspection?
Non-contact measurement can be both more accurate, more customizable (selecting exactly where to take the measurement) and less intrusive. There are plenty of delicate parts that cannot be measured through contact methods due to possible damage or warpage of the part.
How many parts can I measure at one time?
On the KEYENCE IM Series Automated Optical Comparator, you can measure up to 100 parts at a time with 300 dimensions per part, while the LM Series (geared towards smaller parts) can handle over 5x the number of parts the IM can.
What is an optical CMM?
An optical CMM uses cameras and sensors to measure parts without contact.
How does a vision measuring machine work?
Vision measuring machines capture images, detect features, and convert that data into measurements via software.
What are the advantages of non-contact measurement?
Non-contact measuring avoids damaging surfaces, reduces variations from manual handling, and allows for faster inspection.
When should you use an optical CMM instead of a traditional CMM?
Optical CMM systems are a good fit for production routines with small features or those that work with flexible materials. It is also beneficial in high-throughput inspection, where capturing full-field data in a single image can reduce cycle time and simplify measurement workflows.