Optical Comparator (Profile Projector)
Plastic Forming: Principles and Processes
Key Takeaways
- Plastic forming reshapes thermoplastics via heat/pressure to achieve final geometry without cutting.
- Choose process by part geometry: injection, thermoforming, extrusion, blow/rotational molding.
- Hot forming reduces stress and springback; cold forming risks cracking and unpredictable geometry.
- Use non-contact optical measurement to detect shrinkage, warpage, and ensure dimensional quality.

Plastic forming refers to the manufacturing method of reshaping a polymer sheet or part using heat or pressure, or both. In practical terms, forming plastic is about controlling plastic deformation without having to cut away material. This process permanently changes the plastic's shape, allowing it to be used for a new purpose.
Plastic forming is used for lightweight housings for electronics, packaging trays, automotive panels, and industrial containers. What starts as a small plastic bead can be reshaped into a final form that allows manufacturers to create necessary parts.
What Is Plastic Forming?
The process of plastic forming is the shaping of plastics, most often thermoplastics, into a usable shape using molds and dies. Thermoplastics soften with heat and, once cooled, return to a rigid state, making them well-suited to production lines that need to quickly create durable products. During the forming step, the material can be stretched or compressed. It can also be introduced in a liquid state and poured into a mold.
In production settings, plastic forming can be used for a variety of things, like trays, covers, guards, and ducts. How the plastic is formed depends on the needs of the process, which is driven by part geometry and tolerance targets. Material choice also plays a role because each polymer responds differently to temperatures and pressure, and not every plastic is appropriate for every application.
Types of Plastic Deformation Processes
Plastic forming includes several process families, and each is built around a different way of creating shapes from that material.
In injection molding, molten polymer is pushed into a closed mold cavity and is held there with pressure until the plastic has cooled. This type of plastic forming supports detailed features and is highly repeatable, which is why it is commonly used in high-volume components.
Thermoforming and vacuum forming both start with sheet stock. The sheet is heated until it becomes pliable and then is shaped over a mold using a vacuum, pressure, or other mechanical assistance. This approach is often used for large part molds where the geometry is driven by one main tool surface.
Extrusion forms continuous shapes by forcing melted plastic through a die. It is widely used for tubing and edge trims where the cross-section of the final product has to stay consistent along the length.
Blow molding and rotational molding are similar processes as they are often selected for products that have hollow parts, such as containers and ducts, where the goal is to create a closed volume with consistent wall thickness.
Across these methods, the common thread in plastic deformation is the process of moving heated plastic materials to create products and parts for manufacturing.
Cold Forming vs. Hot Forming
For plastics manufacturing, hot forming is the dominant approach to forming. Heating the material reduces the stiffness, which allows the material to deform with lower stress. When a thermoplastic reaches a suitable forming temperature range, it becomes easier to draw in corners and maintain surface quality.
Cold forming is possible for certain plastics in limited cases, as certain materials can be bent at room temperature. However, cold forming also introduces higher stress and increases the chance of cracking and springbacks. That is why many forming plastic applications rely on heat-based methods when the part geometry goes beyond a simple bend. The practical difference is not only the process temperature but also how predictable the final geometry will be after the material relaxes during cooling.
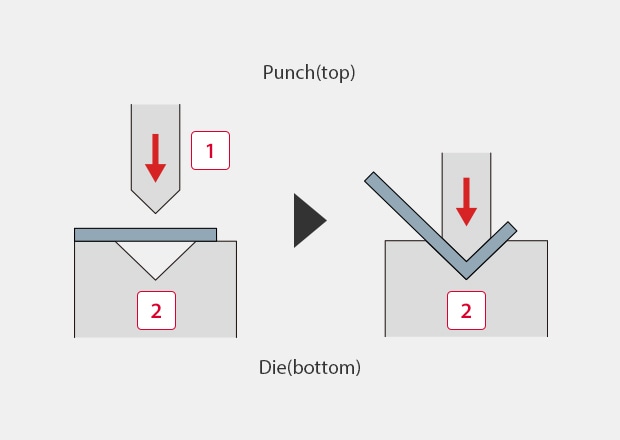
Basic image of stamping
-
1Pressure (press)
-
2V groove
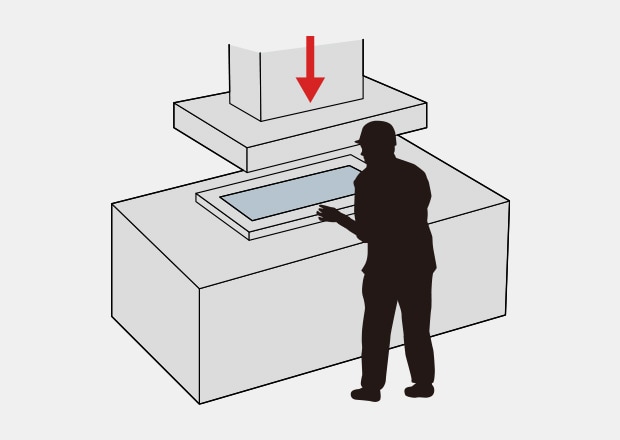
General image of a press
Overview of Plastic Forming Machines
In general, plastic forming machines mold materials by pressing them against dies attached to the press. A high-speed press can stamp materials several thousand times a minute. Other machines include transfer presses, which can form a number of parts at once through the alignment of dies, and roll forming machines, which continuously press roll materials.
Precautions for Plastic Forming
Large plastic forming machines can apply tens of thousands of tons of force to material. In practice, the strength of the force to be applied is determined based on the material; the minimum required force for forming, friction, and other factors are calculated before the process. Meanwhile, the material may deform or break during the forming process, and in order to prevent that, it is necessary to know the limits of bending or deep-drawing the material. The force used for forming must also be minimized so that damage to the material can be prevented.
On the stamping work floor, for small lots of different parts, an operator manually places the material and forms parts in each process. This is called a “single-shot press” system. On the other hand, for mass production, a “progressive press” system is used where coil materials are loaded and transferred in order through multiple press processes. Another kind is the “transfer press” system, which combines the advantages of both the single-shot press and progressive press to enable continuous automatic processing.
Forming Equipment and Non-Contact Measurement Solutions
Plastic forming equipment is selected to control heat input, pressure, and cycle timing. However, injection molding machines have to manage more elements as it has to maintain melt temperature, injection pressure, and cooling time.
Thermoforming systems must control sheet heating and forming pressure or vacuum level. Extrusion lines rely on stable barrel temperature zones and die conditions to maintain profile dimensions.
Even with capable forming equipment, variations can still appear. Sheet forming is often tool-dominant on one side, and any trimming can affect the final measurements of the part; any cooling can introduce shrinkage and warpage. For that reason, manufacturers can employ a non-contact measurement system to confirm all key dimensions and surface features without probing or deforming the part. Optical measurement systems, like the IM-X1000 Series offered by KEYENCE, can verify edges and contours as well as verify profiles.
Optimize your plastic forming processes with advanced measurement systems. Contact KEYENCE to learn more.



