Machine Vision
Industrial Machine Vision Applications
Key Takeaways
- Industrial machine vision systems automate inspection, guidance, measurement, identification, and defect detection tasks across production environments.
- Machine vision applications in industry improve consistency by reducing manual inspection errors and supporting repeatable quality control.
- Common use cases of machine vision include barcode reading, part presence verification, dime nsional inspection, robotic guidance, and surface defect detection.
- Industrial machine vision for high-speed production enables real-time inspection directly on the manufacturing line without slowing throughput.
- Industries including automotive, electronics, pharmaceuticals, food processing, packaging, and logistics rely on machine vision industrial applications to improve efficiency, traceability, and operational accuracy.
Industrial machine vision refers to machine vision applications within industrial manufacturing, in which machines rely on cameras and sensors to capture, process, and understand images, further enabling other machines, such as industrial robots, to complete various tasks related to the manufacturing process.
Though not exactly a novelty—machine vision traces back to the 1950s—modern industrial machine vision applications are key to modern industry. They help industrial automated systems by replacing the human element in manufacturing, thus increasing the efficiency and profitability of the manufacturing process.
What Is Industrial Machine Vision?
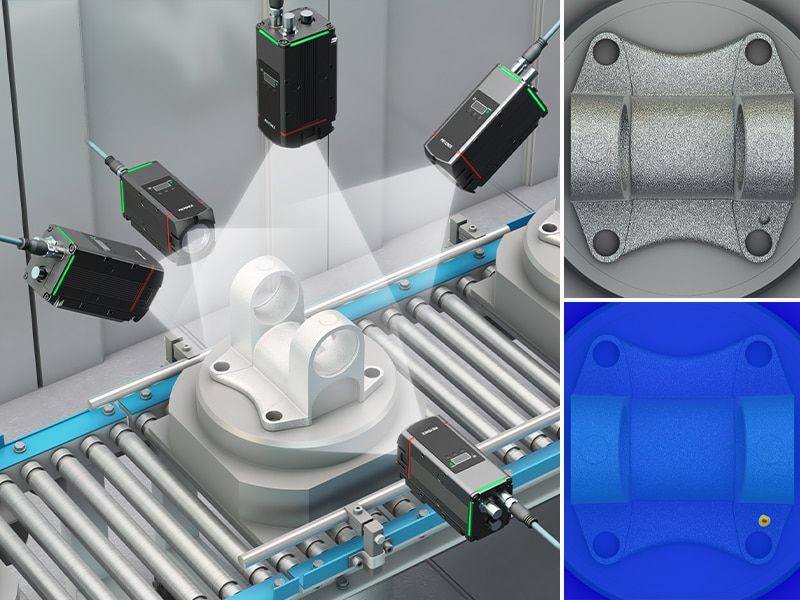
Industrial machine vision uses cameras, sensors, lighting, and image processing software to automatically inspect, analyze, and guide manufacturing processes. These systems enable machines to “see” and interpret visual information in real time, supporting automated production environments.
Unlike manual inspection, industrial machine vision systems can continuously inspect products at high speeds with consistent accuracy. Modern systems combine advanced optics, AI-powered image processing, and edge detection tools to identify defects, measure dimensions, verify assembly, and guide robotics during production.
As manufacturers continue adopting Industry 4.0 technologies, the machine vision industry has become increasingly important for improving throughput, reducing waste, and supporting data-driven manufacturing operations. Industrial machine vision for high-speed production allows companies to inspect every part directly on the line rather than relying on random sampling or offline quality checks.
Importance of Industrial Machine Vision Applications
With the advent of Industry 4.0, which implies the integration of new technologies, such as AI and machine learning, into production and operation, manufacturing industries now aim to achieve increased automation and efficiency.
Industrial machine vision applications optimize and speed up the manufacturing process, resulting in better product quality and increased output while simultaneously optimizing resource use. As such, the main point of industrial machine vision applications is to optimize the industrial manufacturing process.
This allows machines to take over tasks such as production quality control and predictive maintenance while human employees take on more productive work or work areas. For example, industrial machine vision can identify defects faster and more precisely than humans, all the while optimizing the speed of the production process.
Likewise, industrial vision systems can use cameras and infrared sensors to trigger predictive maintenance systems, which ensure the longevity of your equipment and a higher-quality product.
Use Cases of Machine Vision
Common machine vision industrial applications include:
- Surface defect detection
- Barcode and QR code reading
- Part presence and absence verification
- OCR and label inspection
- Dimensional measurement inspection
- Robotic guidance and alignment
- Assembly verification
- Packaging inspection
- Color and shape identification
- Traceability and product tracking
Machine vision systems are especially valuable in high-volume production where manual inspection becomes inconsistent or impractical. By performing real-time inspections, manufacturers can quickly identify defects before products move further down the production line.
Machine Vision Applications by Industry
As previously discussed, product quality control and predictive maintenance are among the most common industrial vision applications across different industries. However, their use isn’t limited to those applications alone, as there are numerous machine vision application examples throughout different industries that aid in their everyday operations.
Electronics and Semiconductor Manufacturing
Electronics manufacturing requires extremely precise inspection capabilities. Industrial machine vision systems inspect solder joints, detect missing components, verify PCB assembly, and identify microscopic defects that would be difficult for human inspectors to detect consistently.
In semiconductor production, machine vision supports wafer inspection, alignment, and measurement applications that require micron-level precision.

Food, Beverage, and Packaging
Food and beverage manufacturers use industrial machine vision for high-speed production environments where products move rapidly across conveyor systems. Applications include fill-level inspection, cap verification, package seal inspection, date code reading, and contamination detection.
Machine vision systems also improve traceability by reading barcodes and verifying labels throughout the packaging process.

Pharmaceuticals
Pharmaceutical manufacturing depends on machine vision systems for quality assurance and regulatory compliance. Common applications include pill inspection, package integrity verification, label validation, blister pack inspection, and serialization tracking.
These systems help reduce packaging errors while supporting strict safety and traceability requirements across pharmaceutical production lines.

Automotive Industry
The automotive machine vision industry relies heavily on automated inspection and robotic guidance systems. Industrial machine vision supports welding verification, assembly inspection, gap and flush measurement, adhesive bead inspection, and robotic positioning.
Machine vision also plays a major role in electric vehicle battery manufacturing, where dimensional accuracy and defect detection are critical for safety and performance.

Logistics and Warehousing
In logistics and warehouse operations, industrial machine vision enhances inventory management, package tracking, and automated sorting. Barcode readers and vision-guided systems help distribution centers process products faster and with fewer errors.
Machine vision also supports automated identification and data capture (AIDC) systems, improving supply chain visibility and warehouse efficiency.
Emerging Trends in Machine Vision System Applications
Industrial machine vision systems and their applications have been progressing at an impressive rate, and the technology is becoming increasingly crucial in numerous manufacturing processes. The increased implementation of artificial intelligence has become a major trend in machine vision systems, as it allows the system to better interpret the data.
This led to the subsequent development of more sophisticated industrial machine vision systems capable of capturing and analyzing data even faster than previous iterations. Furthermore, 5G wireless communication implementations allow industrial machine vision systems to transmit substantial amounts of data, allowing faster decision-making and reaction times.

FAQs About Industrial Vision System Applications
What Is Industrial Machine Vision Used For?
Industrial machine vision is used for automated inspection, measurement, identification, robotic guidance, defect detection, and process verification in manufacturing and logistics operations.
What is the Primary Application of Machine Vision Systems in the Industry?
The primary application of machine vision systems is incredibly accurate quality control on high-speed production lines. The quality control process largely depends on the manufacturing process, but machine vision excels at defect detection, presence-absence checks, product type verifications, taking measurements (some are accurate at a micron level), and reading codes.
What Industries Use Machine Vision the Most?
Some of the largest users of industrial machine vision include automotive, electronics, semiconductor manufacturing, pharmaceuticals, food and beverage processing, packaging, logistics, and medical device manufacturing.
What are the Applications of Machine Vision Systems in Inspection?
Industrial machine vision systems offer great flexibility when it comes to inspection and flaw detection. This includes flaws in textiles, branding marks in prescription tablets, misaligned components and cold solder joints in electronics manufacturing and even decay in agricultural products.
What is The Industrial Machine Vision System's Total Cost of Ownership?
The total cost of ownership depends on system complexity, camera resolution, lighting requirements, software integration, maintenance needs, and production environment demands. While upfront investment can vary, industrial machine vision often reduces long-term labor costs, scrap rates, recalls, and downtime.



