3D Optical Profilometers
3D Optical Profilometers
Product Lineup
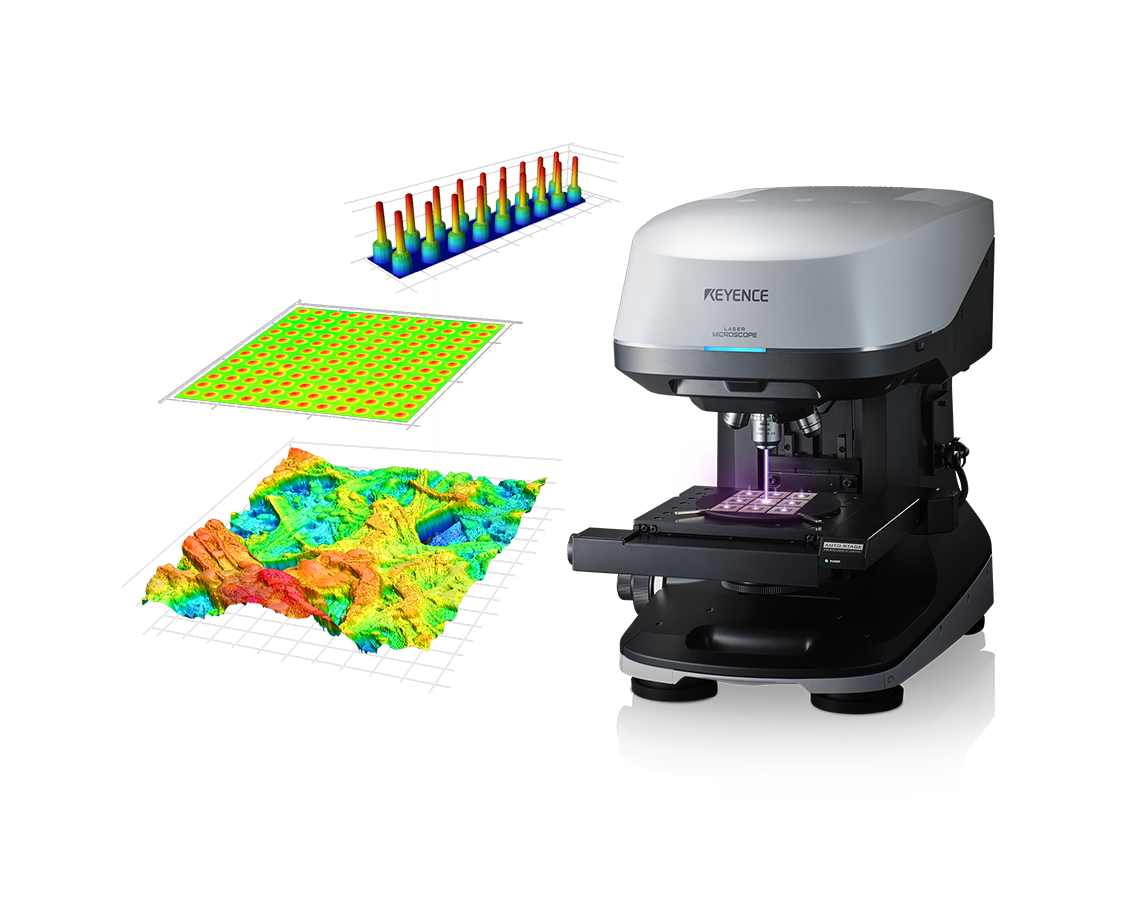
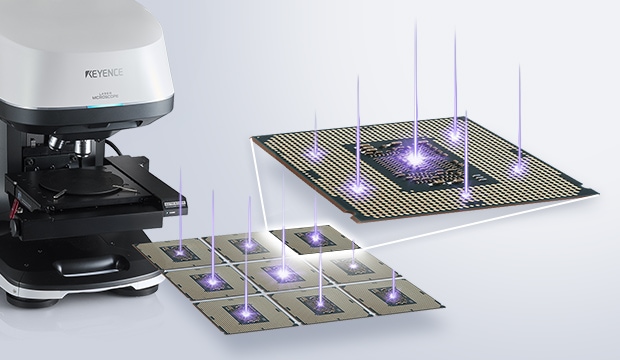
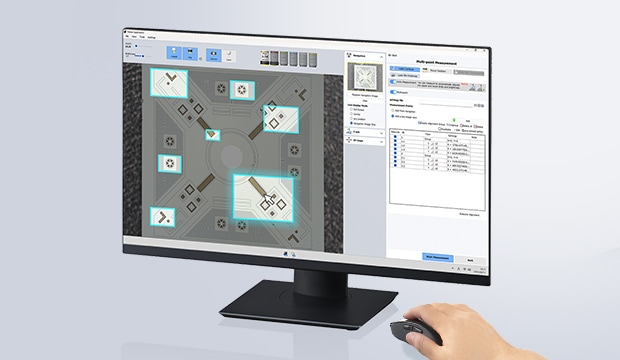
The VK-X4000 Series 3D Optical Profiling Microscope combines laser confocal, white light interferometry, and focus variation methods into a single metrology system, enabling highly accurate, non-contact measurements on nearly any material and surface geometry. Its newly-developed multi-point measurement function further streamlines the analysis process by automating measurements across multiple locations and samples—eliminating complex setup or programming while delivering greater usability, throughput, and repeatability.
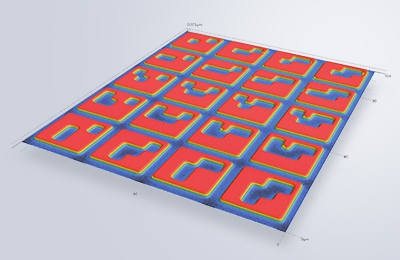

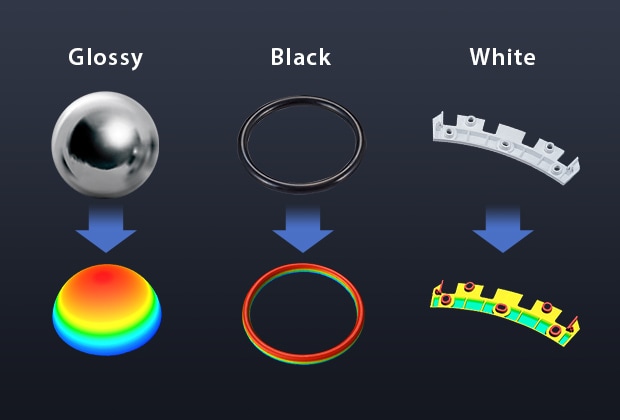
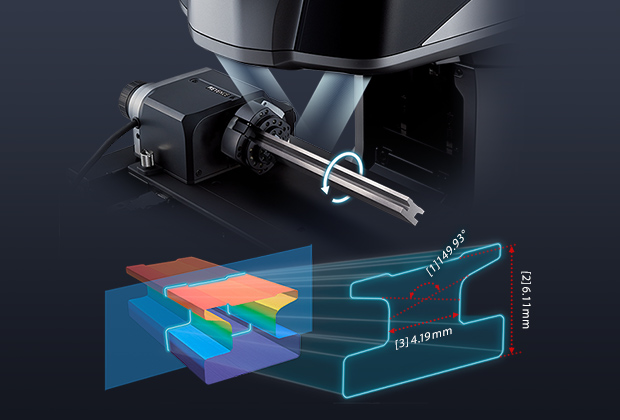
The VR-6000 Wide-Area Optical Profiler performs non-contact measurement to replace stylus profilometers and roughness meters. This 3D profile system captures full surface data across the target with a resolution of 0.1 µm, enabling measurement of features that cannot be performed with probe-type instruments. The new rotational scanning greatly expands the measurement capabilities of the system. True-to-life cross section measurements can be performed with no blind spots. Wall thicknesses and recessed features can be measured without cutting or destroying the target. In addition, the HDR scanning algorithm provides enhanced scanning capabilities for instantly determining the optimal settings to capture high quality data, even on glossy and matte surfaces.
A profilometer captures the three-dimensional profile of a target for measurement. Typical measurements performed with profilometers include surface roughness, flatness, warpage, bend, parallelism, and quantifying height differences.
Profilometers can be divided into contact and non-contact systems. Contact systems physically trace a stylus probe over the target surface in order to capture 2D line data, while non-contact profilometers (also called "optical profilometers") project light onto the target surface and capture 3D surface data.
What is Profilometry?
Profilometry is a highly advanced scientific technique that allows for the precise measurement and analysis of surface topography. It is a field dedicated to capturing detailed information about the shape, texture, and roughness of surfaces, enabling researchers, engineers, and professionals in various industries to make accurate measurements, perform quality control assessments, and gain valuable insights into surface characteristics.
At its core, profilometry involves the use of specialized instruments and techniques to obtain data about the three-dimensional (3D) structure of a surface. By analyzing the surface profile, researchers can uncover crucial information about its geometric features, such as height variations, slopes, curvature, and irregularities.
Profilometry utilizes a range of techniques and instruments to capture data about surface features. While there are many subsets of techniques, they can be broadly categorized into contact profilometry, and non-contact profilometry. Each method has its own advantages and applications, allowing users to choose the most suitable method for their specific needs.
What is an Optical Profilometer?
An optical profilometer captures surface geometry by projecting light onto a target and analyzing the reflected patterns. Unlike contact-based methods, which involve dragging a stylus across materials, these instruments collect topography data visually. The method works on almost any surface, from mirror-polished metals to rough castings.
Optical profilometers are used by manufacturing teams to ensure surface integrity. The non-contact approach proves essential for inspecting finished parts where scratches would create scrap. Measurements happen in seconds rather than minutes, and the same setup captures roughness, waviness, and form in one scan.
Non-Contact 3D Measurement Systems Explained
Simply said, non-contact profilometers do not require a physical probe. Light-based sensors collect height data concurrently across the whole measuring field. This fundamental distinction alters the options for surface metrology.
Traditional tools capture one line at a time, building incomplete pictures of complex surfaces. A 3D measurement system working optically records thousands of height points across an area in each scan. Operators see the complete topography, not just a few traces. Parts with delicate finishes, soft coatings, or intricate textures all measure reliably without sample preparation or risk of alteration.
Measurement Principle of Optical Profilometers
Optical Profilometers capture data using a variety of different methods, including white light interferometry, laser confocal microscopy, focus variation, light-sectioning, and many more. With all methods, the measurement instrument is projecting some sort of light onto the surface, and interpreting how that light is returned to the light-receiving method. For example, white light interferometry projects white light onto the surface of the target, and then compares the returned light wave against a known reference wave. Based on the differences between the two waves, the target surface can be reconstructed in 3D.
The measuring sequence begins when light is projected onto the target surface. Reflected patterns return to precision optics, which interpret height variations. Software translates these optical impulses into precise 3D coordinates that describe the measured area. Different optical approaches are suitable for different kinds of surfaces. Smooth, reflective materials frequently perform well with interferometry techniques. Confocal or focus-variation approaches are particularly effective on rough or textured surfaces. A 3D optical profiler can combine numerous strategies, automatically determining the best strategy based on what it sees. Because of this adaptability, one instrument may address a wide range of measurement issues without requiring operator skill in optical physics.
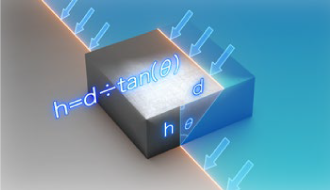
KEYENCE has a variety of 3D profiling systems that use different scanning techniques. The VR Series Wide-Area Optical Profiler uses the light-section method to capture high-resolution 3D data. Structured light is emitted from the transmitter lens and projected onto the surface of the object. The reflected light is then detected by the receiver lens and will appear banded and bent based on changes in the topography of the surface. Triangulation is then used to calculate and measure the height of the surface.
The VK-X Series 3D Optical Profiling Microscope incorporates three measurements methods - laser confocal, white light interferometry, and focus variation - allowing it to measure on any type of material or topography, including film thickness.
Benefits of Optical Profilometers
Conventionally, contact profilometers were the standard for profile and roughness measurements. However, in recent years, optical profilers are increasingly being adopted by companies to overcome typical limitations of contact profilometers.
Unlike contact profilometers, optical surface profilers project light onto the target surface and are able to capture 3D data across the entire surface. This allows for true 3D measurements to be performed, such as volumetric measurements and area surface roughness.
Furthermore, since data is captured across the entire surface, it is possible to calculate the highest and lowest points, as well as to measure targets with complex surface features, such as PCBs, both of which are impossible with contact-type measuring systems.
Switching from contact-based surface analysis to optical technology is a game-changer for operations. By replacing physical probes with light, teams can capture high-resolution, comprehensive datasets instantly—all without the risk of damaging sensitive samples.
Consequently, this shift dramatically increases throughput and eliminates the "blind spots" of traditional trace-based methods. Instead of guessing what lies between isolated measurement lines, engineers get full-color, 3D visualizations that reveal the entire surface landscape. This level of detail allows for faster troubleshooting and more reliable quality control, as manufacturing defects and patterns become immediately obvious.
Contact profilometers must physically drag a probe across the surface of a part, which can introduce scratches and dents onto the target surface, potentially rendering the sample unusable. Soft surfaces, such as rubber, cannot be measured because the pressure from the stylus probe will deform the surface.
Optical profilers capture data by projecting light onto the surface, so no sample damage occurs. Additionally, soft surfaces can be accurately measured with no sample deformation.
Stylus profilometers require compromises that optical methods completely eliminate. Stylus tips wear away, altering measurement geometry with time. Probe forces differ among operators, resulting in uneven results on compliant materials.
A non-contact profiler keeps its calibration for a longer period of time because nothing contacts it. The measurement parameters remain constant regardless of who controls the system. When setup time is eliminated and scan speeds increase, throughput is boosted significantly. The business case is frequently based on these practical benefits rather than technical standards.
With contact profilometers, precise fixturing of the target is required in order to capture data. Due to the nature of the device, the stylus must be positioned visually by the operator and can be difficult to determine if the probe is aligned correctly. If the probe is misaligned, the feature of interest could be missed, or incorrect measurement values may be obtained.
3D optical profilers do not require fixturing, as automatic alignment can be performed after capturing the surface data. Since the full surface data is obtained, users can ensure they are measuring in the proper place, and through the use of templates, different operators will obtain the same measurement results.
Types and Features of Profilometers
Contact profilometers measure surface profiles by physically tracing a stylus across the target surface and electronically detecting its vertical displacement. This direct contact method enables accurate dimensional measurements and line roughness analysis, making it a well-established and reliable approach for surface characterization.
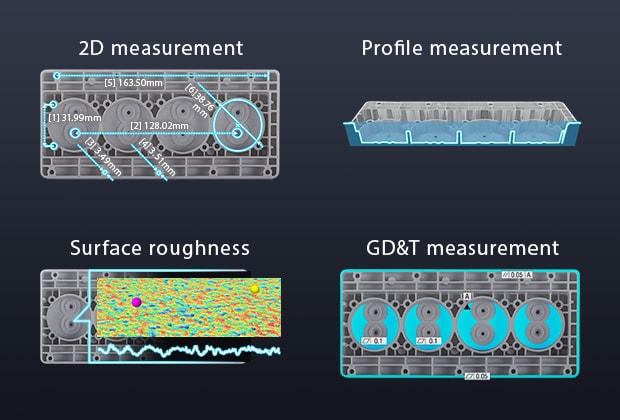
Optical profilometers project light onto a target and use the reflected light to accurately measure surface profiles, enabling both 2D and 3D dimensional measurements as well as line roughness and surface roughness analysis. Multiple optical techniques are available depending on the application, including white light interferometry, laser confocal, light-sectioning, and focus variation scanning — each offering unique advantages for characterizing a wide range of surface types and geometries.
Optical Profilometers Case Studies
Automotive Industry
Profilometers are used to measure the Ra (arithmetic mean roughness) and Rz (maximum height) of sliding surfaces on steering components. While Ra evaluates surface smoothness, Rz captures surface height variations. Using both together is essential, as relying on Ra alone can cause isolated features like single protrusions to be overlooked. This combined analysis allows users to compare how different metal processing methods affect surface properties. Sa (arithmetic mean height) and Sz (maximum height) parameters further assess finishing conditions, while Str (texture aspect ratio) analysis determines whether processing traces are visible in the external appearance.
The VR Series enhances this workflow by acquiring full 3D surface data in as little as one second and calculating multiple roughness parameters simultaneously, resulting in a significant improvement in overall measurement efficiency.
Electronics Industry
The Sa (arithmetic mean height) of PCB copper foil plays a critical role in how solder spreads during the assembly of electronic components. Higher Sa values indicate increased surface roughness, which causes solder to spread over a larger area and raises the likelihood of leaks. In addition to Sa, Sdr (developed interfacial area ratio) measurements of copper etching can be used to better understand the impact that soldering and other manufacturing processes have on the surface.
The VR Series extends roughness analysis beyond single-line measurements to capture data across an entire surface area, providing a more complete and accurate picture of surface conditions.
Aerospace Industry
Surface roughness and profile measurements on engine components are critically important, as defects or non-conforming parts can lead to catastrophic failures. Traditional contact profilometers present inherent risks in this application as the stylus can damage sensitive surfaces, and improper placement may result in defects being missed entirely.
The VR Series addresses these challenges by capturing shape and surface roughness data on engine components quickly and without any risk of surface damage. A key parameter in this application is Spc (arithmetic mean peak curvature), which quantifies the sharpness of surface peaks. Surfaces with sharper peaks are more prone to shedding small material particles upon contact with other components, potentially causing downstream damage within the engine. With the ability to perform full profile and roughness inspections in as little as one second, the VR Series contributes to more reliable and efficient quality control.
Optical profiling is used in industries ranging from aircraft to electronics to perform essential measurements. Non-contact inspections are required for turbine blade surfaces, MEMS devices, and medical implants. Application-specific solutions address unique challenges in each field.
Optical profiling is used by research labs to investigate wear causes, coating performance, and material behavior. Production environments use the same technology to make go/no-go decisions on manufactured items. The versatility comes from capturing complete surface information quickly and accurately and then analyzing that data however the application demands.
Waviness: A Method for Measurement of Waviness and Techniques for Higher Efficiency
Waviness is a surface characteristic that arises from stress introduced during manufacturing processes, such as residual stress from punching and drawing in stamping operations, the effects of temperature and pressure during plastic molding, or thermal deformation of PCBs during reflow soldering.
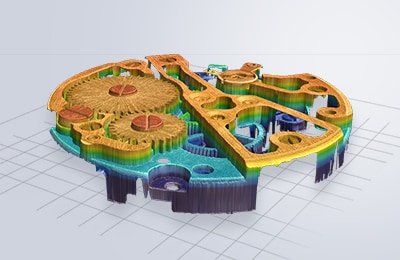
The VR Series Wide-Area Optical Profiler captures the full 3D shape of a target with high accuracy in a completely non-contact manner. Unlike conventional contact instruments that measure surface shape along lines or at discrete points, the VR Series captures the geometry of an entire target in as little as one second. Surface irregularities can be visualized through intuitive color maps, cross-sectional profiles can be extracted at any specified location, and multiple measurement results can be compiled and analyzed together as a batch to significantly improve measurement efficiency.
Warpage: A Method for Measurement of Warpage and Techniques for Higher Efficiency
Warpage refers to the curvature of plate materials and is evaluated by determining whether the flatness of a part exceeds specified tolerance values. Accurately capturing warpage across an entire target is a common challenge. Profile measurement systems that are limited to line-based measurements and coordinate measuring machines relying on discrete point sampling both struggle to provide a complete picture of the surface.
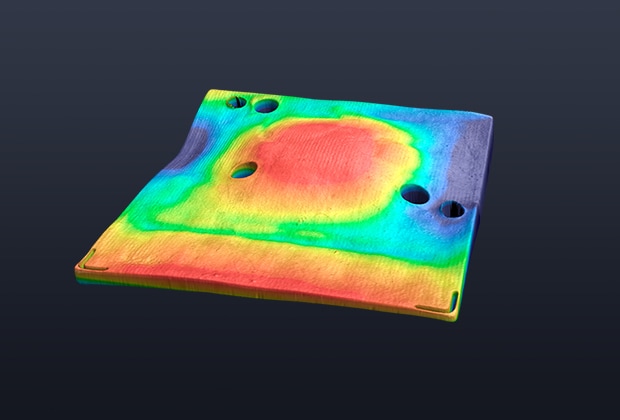
The VR Series Wide-Area Optical Profiler simplifies this process by requiring only that the target be placed on the stage and scanned, capturing the full 3D geometry of the entire part in as little as one second with no positioning required. Warpage resulting from mechanical stress during drawing operations or surface-mounted PCB deformation can be clearly visualized using color maps, enabling easy batch analysis and straightforward flatness comparisons across multiple targets.
Curved Shapes: A Method for Accurately and Easily Measuring Fillets and Rounds
Measuring the curved shapes of fillets and rounds with conventional instruments such as coordinate measuring machines, profile measurement systems, radius gauges, CR calipers/gauges, and radius measuring instruments is often difficult and prone to variation in measured values.
The VR Series Wide-Area Optical Profiler overcomes these challenges by capturing the full 3D shape of a target through high-speed, non-contact scanning with high accuracy. Even complex targets with fine pitch and recessed features, such as blade tools and heatsink fins, can be measured with ease. A wide variety of built-in assist tools further enhances the process by allowing perpendicular profile lines to be drawn quickly and accurately, enabling reliable quantitative evaluation of curved geometries.
Flatness: A Method for Highly Accurate and Instantaneous Measurement of Surface Flatness
Flatness is a measure of how closely a surface conforms to a true plane, typically defined as the separation between two parallel planes that fully encompass all points on the surface. Measuring flatness with a coordinate measuring machine is a time-consuming process, as multiple points must be individually touched with a probe, making it difficult to discern and quantitatively evaluate the overall shape of the target.
The VR Series Wide-Area Optical Profiler addresses these limitations by scanning an entire surface in as little as one second with high accuracy. With no need for leveling and positioning, the wide variety of assist tools allows users to quickly and easily complete the setup required for both flatness and parallelism measurements.
Parallelism: Easily Measuring the Parallelism of Stamped Products
Springback — the elastic recovery caused by internal stress within a part after the pressing process — directly affects the parallelism of stamped products. Measuring and guaranteeing dimensional accuracy is therefore essential, yet doing so with a coordinate measuring machine is both time-consuming and prone to operator-to-operator variation due to the need to manually touch and calculate multiple points.
The VR Series Wide-Area Optical Profiler eliminates these challenges by scanning entire surfaces in as little as one second with high accuracy. Built-in assist tools allow users to easily set up and measure parallelism, perpendicularity, and other datum-dependent parameters, while also enabling direct comparison of captured data against 3D CAD models and other reference parts.
Wear Evaluation: Measuring Wear and Defects in Bearings
Common bearing defects include wear, flaking, galling, and peeling — all of which can be accurately identified and evaluated through 3D shape measurement. Conventional profile measurement systems and coordinate measuring machines present challenges in this application, requiring lengthy measurement times and making it difficult to quantify the overall shape of the target.
The VR Series Wide-Area Optical Profiler addresses these limitations by allowing operators to simply place the target on the stage and initiate a scan with the press of a button — no positioning required. Its high-speed, non-contact scanning captures the entire surface with high accuracy in as little as one second, making even challenging measurements such as wear evaluation of balls, rollers, and raceway surfaces straightforward and efficient.
Surface roughness has a direct impact on product performance across sectors. Bearing surfaces, seal faces, and optical components all require distinct texture characteristics. Accurate measurement of these textures determines whether parts meet functional requirements.
An optical profiler measures area roughness metrics such as Sa and Sq, revealing texture patterns that line measurements miss. Engineers can better link these 3D metrics with real-world performance than standard Ra values. The technology facilitates manufacturing process decisions, assisting teams in optimizing finishing activities for better results.
We're dedicated to bringing value to our customers through advanced technology and exceptional service in everything we do. This commitment has enabled us to become the leading supplier of sensors, measuring systems, laser markers, microscopes, and machine vision systems used in manufacturing operations around the world. To learn more about this equipment or anything else we have to offer, get in touch with us today.
Frequently Asked Questions About Profilometers
Contact profilometers are limited to capturing line data across the target surface. Because of this, the surface profile cannot be measured across the entire surface and minute surface details may not be captured.
The VR Series can scan the entire surface of the target. Surface measurements are performed over a 200 × 100 × 50 mm (7.87" × 3.94" × 1.97") area, which makes it possible to accurately visualize the surface warpage using a color-coded display. Surface maximum and minimum points can be measured, and small surface irregularities can be identified and analyzed.
Ra measures the mean height of a line of data captured on the target surface, and is commonly used to express the overall "roughness" of the surface. Sa is an extension of Ra; instead of measuring the mean height of the surface across a single line of data, Sa measures the mean height of the surface across an entire area. In recent years, many industries have transitioned to using Sa for its increased accuracy and ability to identify non-conforming products.
Profilometers are commonly used for measuring the roughness, or finish of a surface. Additionally, optical profilometers are capable of taking 3D shape measurements, such as flatness, waviness, warpage, radii, step heights, etc.