Digital Microscopes
Observation and 3D Measurement of Cream Solder Application Conditions
Cream solders, or solder pastes, connect and bond a surface-mount device (SMD) with a board in surface-mount technology (SMT), the method most widely used for PCB mounting. The cream solder printing or application conditions greatly affect the quality of PCBs.
This section introduces basic solder knowledge, the PCB mounting process, and the latest observation and measurement examples of cream solders that play an important role in evaluation for quality assurance, research, and development of these solders.
Basics of Solders
Solders are metal bonding materials used for connecting electronic components to a PCB. Typical solders melt at less than 450°C (842°F) and are alloyed with copper at joints on a PCB and bond when hardened, also known as soldering.
Typical soldering uses a flux to increase the permeability and wettability* of solders. Fluxes are made from botanical resin such as rosin. Fluxes have some other effects, such as preventing oxidization during heating and chemically removing oxidized films and dirt from the metal surfaces.
Conventional solders (eutectic solders/lead-based solders) include approximately 40% lead (they include 63% tin and 37% lead). With a melting point of 183°C (361.4°F), these solders are heated to approximately 250°C (482.0°F) for bonding in typical applications. However, because lead has a serious impact on the environment when disposed of as industrial waste, lead-free solders have been the most common material since around 2000. To use lead-free solders, the heating temperature needs to be set approximately 30°C (54°F) higher than conventional solders. For this reason, the temperature profile setting for the reflow process is important in reflow soldering, which is the most common method used for surface mounting. This widespread use stems from the fact that mounting can be defective on PCBs warped by excessive heating. Lead-free solders have wettability lower than conventional solders, which may cause a defect called solder balls depending on the applied cream solder conditions or temperature control in the reflow process. Solder balls can cause circuit defects or malfunctions.
Tips:What is wettability?
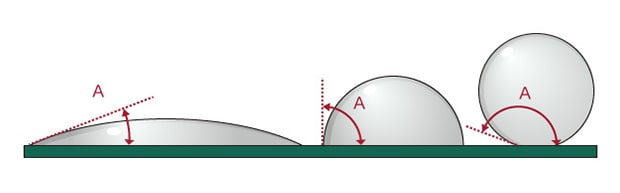
Wettability in soldering is also called solder wettability. Wettability is the ability of melted solder to spread on a contact surface instead of being repelled. Solder wettability greatly affects the bonding strength. For example, if a solder hardens without sufficiently spreading onto the land or pad on a PCB due to insufficient wettability, the mounted device may have problems such as lower bonding strength, poor contact, and poor conductivity, resulting in equipment failures.
It can be said that the wettability is higher when the contact angle θ (A in the figure) is closer to zero degrees. For soldering, higher wettability results in increased bonding strength between the board and the mounted components. An extremely high contact angle θ (low wettability) can cause mounting defects and, if the cream solder spherically hardens, generate solder balls that can cause short circuits. To prevent these problems, it is important to check the wettability of the cream solder on lands before use in automated mounting processes, especially the reflow process.
Get detailed information on our products by downloading our catalog.
View Catalog
Characteristics of Cream Solder and Other Solders
Cream solder, also called solder paste, is a pasty solder made from powdered solder and flux.
Cream solder is used for SMT, which is most commonly used currently. In mass production, cream solder is applied to lands on a PCB via silkscreen printing and heated in furnaces to solder SMDs.
In some applications, dispenser robots and inkjet printers are used to apply cream solder in specified patterns.
Other typical solder forms
In addition to cream solder, typical solder forms include the following.
- Wire solder
Wire solder looks like a wire. Wire solder contains flux threads. A soldering iron is used to directly heat and melt wire solder to solder SMDs on a PCB. Wire solder is fed by an automatically controlled soldering machine. - Solder bar
This form of solder is used for insertion mount technology (IMT) in which leads or electrodes are inserted into through-holes on a PCB and soldered. Solder bars are melted in a solder bath and used for soldering.

Steps in Reflow Soldering and Other Soldering Methods
Reflow soldering is the most commonly used method in the automated mounting process using SMT.
In typical reflow soldering, cream solder is applied to lands on a PCB in specified patterns through metal masks by screen printing.
Adhesives are also applied to the specified patterns to hold the SMDs that are automatically mounted on the patterns by the mounter. The PCB is put into a reflow furnace and heated to bond the SMDs. This process is called the reflow process.
SMDs can be mounted on the other side of the PCB by turning it over. Cream solder is applied on the other side of the PCB and SMDs are mounted on it. The PCB is heated again in the reflow furnace. The process is shown in the following figures.
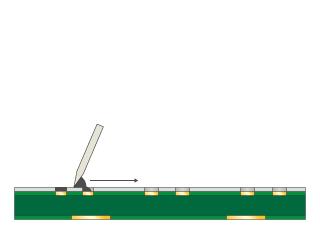
1. Cover a PCB with a metal mask and apply cream solder using a blade called a squeegee.
2. Cream solder is left on the areas not covered with the metal mask.
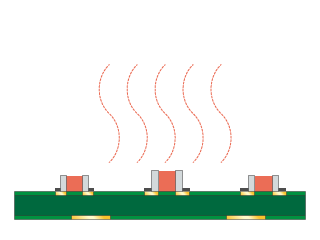
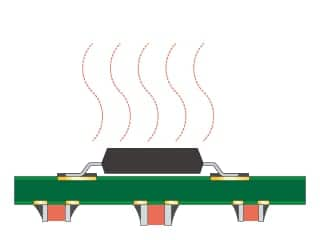
3. Mount SMDs and heat the PCB in the reflow furnace to solder the SMDs.
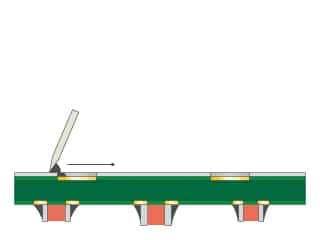
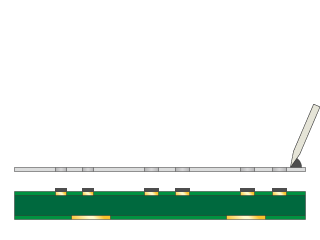
4. Turn the PCB over and cover the other surface with the metal mask. Apply cream solder using the squeegee.
5. Mount SMDs and heat the PCB in the reflow furnace to solder the SMDs.
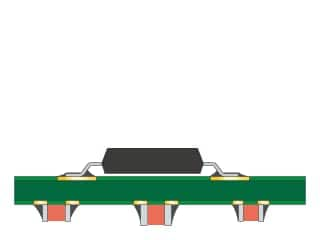
6. Components have been mounted on both sides of the PCB.
Other typical soldering methods
In addition to reflow soldering, there are various other soldering methods. The following are typical methods used for soldering such as manual soldering, automatically controlled soldering, and automatic soldering in lines.
- Soldering using an iron
The tip of the soldering iron is heated to a high temperature using a nichrome wire heater or ceramic heater and is brought into direct contact with solder wire to heat it. SMDs are bonded to a PCB using melted solder wire. Some soldering irons have a highly useful temperature adjustment function to match the melting temperature of the solder. In addition to manual soldering, soldering irons are also used in automated soldering machines. Some applications use portal frame equipment or robot arms equipped with soldering irons to solder SMDs precisely to the coordinates programmed by automatic control. - Flow soldering
The lower surface of a PCB is brought into contact with the liquid solder surface, which is melted solder bars, in a solder bath to solder SMDs on the PCB. This method is mainly used for mounting dual in-line packages (DIP) having leads. There are two types of soldering baths used for flow soldering: the static bath, which keeps liquids at rest and the jet wave soldering bath, which creates waves on the liquid solder surface.
Observation and 3D Measurement Examples of Cream Solder Application Conditions
When cream solder, made from powdered solder and flux, is printed on or applied to lands, its wettability greatly affects the mounting quality and reliability. Wettability of applied cream solder can be evaluated with the angle to the land. It is also important to observe the appearance and measure the volume and shape of cream solder to determine how powdered solder and flux spread onto the land.
It is, however, difficult to bring the entire cream solder into focus for observation due to glare from light reflections and shapes having height differences. It is also impossible to measure the shape of cream solder using contact-type measuring instruments before reflow soldering. Additionally, it is difficult to measure cream solder in three dimensions precisely and quantitatively using ordinary microscopes.
KEYENCE's VHX Series digital microscope can easily capture fully-focused, high-resolution images at any angle or magnification and take accurate, non-contact 2D/3D measurements.
See below for observation and measurement examples of cream solder applied to lands on a PCB using the VHX Series.
High-resolution observation of cream solder
Due to having a large depth of field, the VHX Series digital microscope can capture fully focused images of three-dimensional cream solder applied to lands. The system also can utilize the ring-reflection and glare removal functions to eliminate the effects of light reflection on the cream solder. Using all of these functions, the VHX Series can easily capture 4K images that clearly visualize the cream solders' microscopic powdered solder and flux conditions and the boundaries between the lands and cream solder.
Additionally, lighting conditions can now be determined at the press of a button. Using the Multi-lighting function, which automatically obtains lighting data from all directions, observation can be started simply by selecting a suitable image. Image data obtained under each lighting condition is stored. Operators can observe the target data at a later day from different perspectives by selecting an image captured under different lighting conditions. Not only are you able to store the other images taken with under different lighting conditions, but you are able to easily reproduce the lighting settings on a different sample at any time.
Observation of cream solder using the VHX Series 4K digital microscope
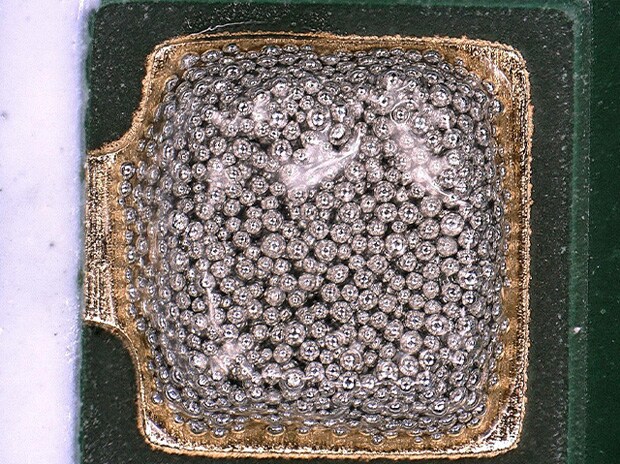
Ring illumination (300x)
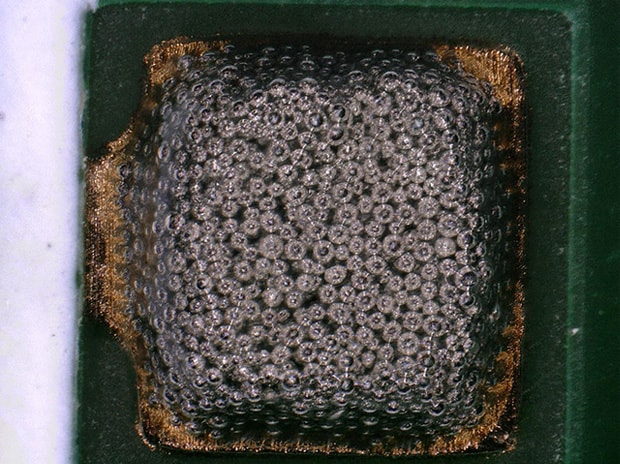
Ring-reflection removal (300x)
3D measurement and profile measurement of cream solder
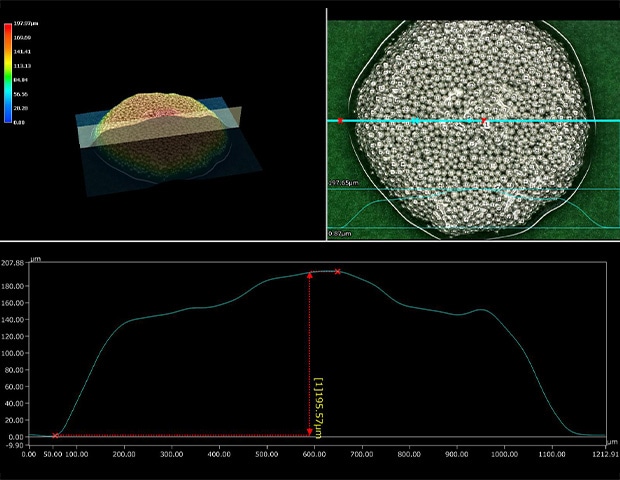
The VHX Series digital microscope can easily capture a fully-focused 3D image, showing the microscopic texture and surface roughness of the sample, and accurate non-contact 2D/3D measurements. Causes of solder defects, such as an insufficient amount of application and cold joints, can be quantitatively evaluated based on the volume and shape of cream solder.
Operators can also measure profiles by simply specifying the desired location with a mouse while watching the screen. Two-dimensional sectional shapes of cream solder applied in any shape can be measured in a non-contact, non-destructive manner, which is useful when, for example, wettability is evaluated based on the angle to lands.
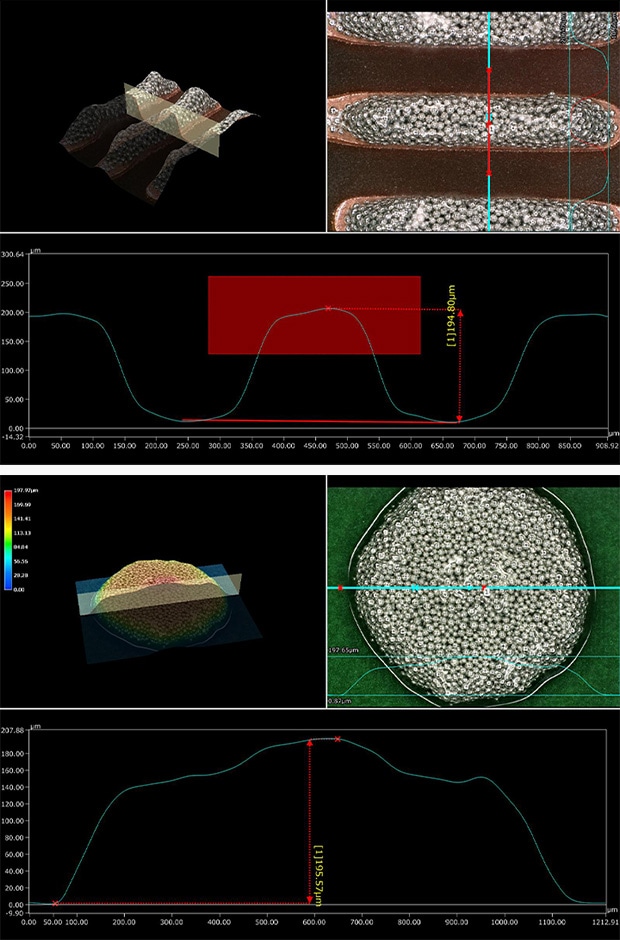
Ring illumination (300x) + 3D measurement and profile measurement in both the upper and lower examples
3D measurement of cream solder using the VHX Series 4K digital microscope
A Microscope that Improves the Observation and Analysis of Cream Solder
As PCBs and devices are becoming increasingly smaller and denser, manufacturers in the electronic device industry are competing ensure high quality and create new technologies before the competition. The VHX Series digital microscope provides a competitive edge in the electronic device industry.
The VHX Series allows any user to quickly capture high-resolution, fully-focused images and capture accurate measurement data that can all be automatically exported to a report, which increases the accuracy and reduces time spent for research and development and quality assurance.
For additional info or inquiries about the VHX Series, click the buttons below.
Get detailed information on our products by downloading our catalog.
View Catalog