Integrating Laser Marking with PLC, MES/ERP, and Vision Systems
A decade ago, industrial laser marking systems sat offline—operators manually entered serial numbers, loaded templates, and logged results on paper. Today, the question has shifted from "where should we place the laser?" to "how does it communicate with our test benches, vision systems, and enterprise software?"
Laser marking is widely used across various industries including automotive, electronics, medical devices, aerospace, and packaging due to its ability to create permanent, high-contrast marks that do not wear off over time. The process of laser marking is irreversible and high-precision, allowing for the marking of text, logos, serial numbers, barcodes, or QR codes directly onto a variety of materials such as metals, plastics, ceramics, and composites. This capability makes integration essential—not optional.
This article answers a critical question: how do you integrate a laser marking system end-to-end with PLC, MES/ERP, and vision systems? KEYENCE Corporation provides laser markers, vision systems, code readers, and sensors engineered specifically for this type of integration. Industries facing UDI deadlines for medical devices, GS1 requirements for logistics, and ISO/TS 16949 standards for automotive are driving these integration requirements forward.
Electronic Component Example
Laser Marker Applications
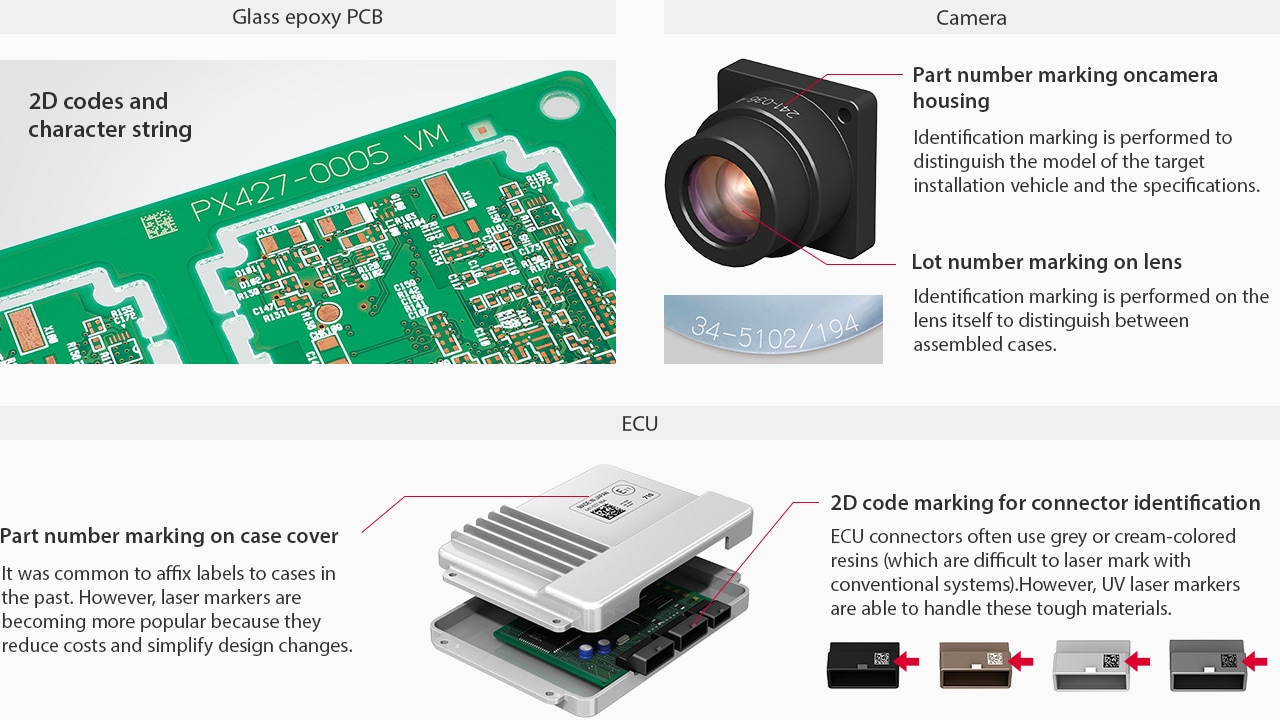
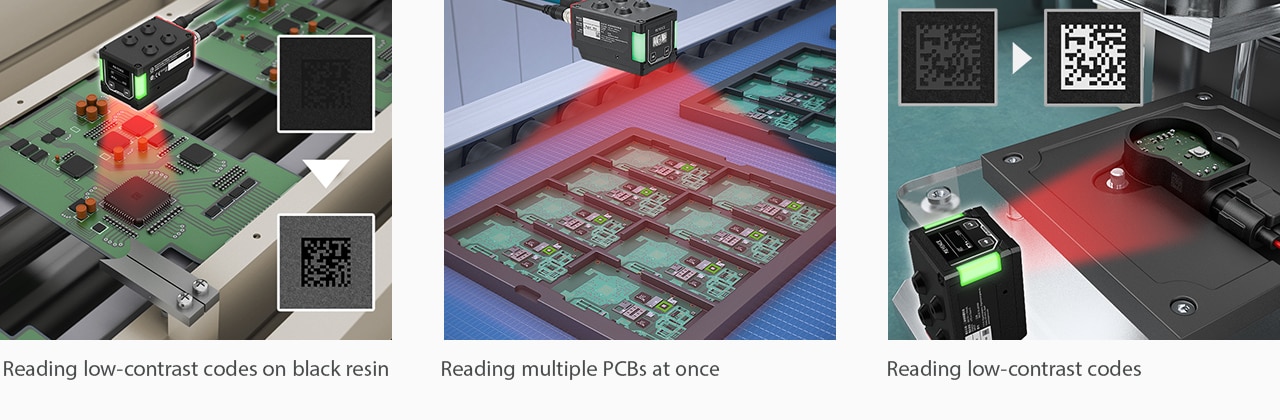
Code Reader Applications
Core Building Blocks: Laser Marking System, PLC, MES/ERP, and Vision
Effective integration of laser marking systems into a manufacturing environment creates a closed-loop system where high-level production data seamlessly controls physical marking, verified by real-time visual inspection. Each component plays a distinct role:
- Industrial laser marker: The execution device—typically a 30W fiber laser for metals like steel and anodized aluminum, or 355nm UV laser sources for organic materials and plastics. Applies serial numbers, data matrix codes, QR codes, and logos with smaller spot sizes for precision
- PLC (Programmable Logic Controller): PLCs serve as the primary controllers for the marking hardware, handling physical triggers and timing. Manages part presence detection, safety interlocks, motion control, and trigger/ready/busy/error handling through discrete I/O and industrial Ethernet protocols
- MES (Manufacturing Execution System): Generates work orders, manages lot/serial routing, links each laser-marked ID to production genealogy, and enforces quality requirements through in-process quality control
- ERP systems: Maintains master data (part numbers, customers), manages order data, and enables warranty/recall tracking. Connecting to ERP and MES allows for automated serialization and real-time genealogy tracking
- Vision systems and code readers: Vision systems automate the alignment and quality control of the marking process. Performs code quality grading per ISO/IEC 15415, OCR/OCV verification, and confirms mark legibility on high-speed production lines
A typical network topology places the PLC on the production line controlling discrete operations, with the KEYENCE laser marker and vision system connected via industrial Ethernet. MES/ERP servers reside on the plant IT network, communicating through defined gateways.
Full Traceability Solution Provider
Single-Source Company for Marking, Reading, and Inspection
With a wide range of products—from laser markers to code readers, inspection devices, and sensors — KEYENCE is able to provide variousequipment required for traceability solutions. Our systems have been adopted in locations throughout the world.

Why Integrate? Efficiency, Traceability, and Total Cost Reduction
Integration matters more than ever before. EV battery traceability, medical UDI deadlines, and just-in-sequence automotive production demand connected marking solutions.
- Production efficiency: PLC-synchronized industrial laser marking supports takt times around 3-4 seconds per part. Automated systems operate 24/7 with minimal intervention, enhancing productivity. High-speed throughput eliminates manual steps
- End-to-end traceability: End-to-end traceability creates a permanent digital audit trail for every part by applying unique identifiers generated in the ERP system recorded in the MES with timestamps. This links every code to work order, operator, machine, shift, and material lot for fast root-cause analysis
- Quality control: Vision systems ensure marks are correctly positioned, readable, and consistent, reducing scrap and waste. Integrated verification catches low-contrast marks, misaligned logos, or wrong content immediately
- Total cost reduction: Laser marking provides a sustainable solution as it eliminates the need for consumables like inks and solvents, reducing waste and operating costs while ensuring compliance with environmental regulations. Over 3-7 years, automatic code quality checks and fewer manual interventions dramatically reduce total cost per part
- Regulatory compliance: Integrating laser marking operations with ERP systems allows for tracking product marking operations, authenticating them, and tracing back to production orders and quality requirements
PLC Integration: Real-Time Control of the Laser Marking System
The PLC is typically the first integration layer and must deliver stable, deterministic control. Laser marking systems can integrate with PLCs using discrete I/O signals or industrial communication protocols such as EtherNet/IP, PROFINET, or Modbus TCP to trigger marking, confirm completion, and report errors.
Basic I/O handshake signals include:
- "Part present" (input from proximity sensor)
- "Mark start" (output to laser)
- "Laser ready/busy" (status from laser)
- "Mark complete" (confirmation)
- "Fault" (error condition)
Basic integration uses 24V digital signals for simple "Start," "Stop," "Busy," and "Error" feedback. Response times typically fall in the 1-10ms range.
Industrial Ethernet enables richer data exchange: recipe selection, status words, error codes, and writing dynamic fields like serial numbers directly from PLC memory. High-speed communication for data exchange is typically handled via EtherNet/IP, PROFINET, or Modbus TCP.
Encoder integration for Mark-on-the-Fly allows the PLC or laser beam controller to read encoder counts from a conveyor, adjusting marking position on moving parts. Vision systems allow for automatic part centering and alignment, supporting high-speed "mark-while-moving" applications—achieving 0.1mm positional accuracy at 60 m/min.
Safety integration ensures the PLC monitors Class 1 laser enclosure interlocks, light curtains, and safe torque off (STO), guaranteeing the industrial laser is disabled when access doors open.
MES/ERP Connectivity: Data-Driven Laser Marking Workflows
MES and ERP systems feed the "what to mark" data and consume the "what was marked" results. Integration allows for "on-the-fly" marking of variable data like batch codes or serial numbers, with changes automatically pushed to the laser controller.
MES integration generates laser marking jobs from electronic work instructions. MES pushes variables—work order ID, lot code, expiration date, revision—directly to the laser marking system. Dynamic data such as batch codes and serial numbers are sent to pre-loaded templates in the laser controller.
ERP integration handles central serialization and customer-specific label formats using GS1 AI fields. ERP solutions consolidate various business processes such as production scheduling, inventory management, and quality control on a single platform, facilitating real-time decision-making and resource utilization.
Communication methods include OPC UA, TCP/IP sockets, REST APIs, and database connections. Systems use standard interfaces like APIs, TCP/IP, or OPC UA to exchange data. Successful integration of laser marking systems requires standardization of data formats and communication channels to ensure seamless data exchange between systems.
Vision and Code Quality: Closing the Loop on Mark Verification
Integrated vision is now standard rather than optional for industrial laser marking systems. Integrated cameras perform pre-marking alignment to adjust for part positioning errors and post-marking validation to ensure, grade, and verify code readability.
Pre-mark alignment uses fiducials so cameras identify the part's orientation and morphology, automatically adjusting the marking position to account for variations in part placement. Post-mark verification reads 2D codes, performs OCR/OCV, and grades against ISO standards.
Setup configurations vary by application:
- Through-the-lens (TTL) setups for tiny electronic components with visible markings
- Side-view cameras with specialized lighting for large castings
Code quality grading follows ISO/IEC 15415 standards (grades A through D). Automotive typically requires grade C or better; medical devices often demand grade B minimum. Parts failing thresholds route automatically to rework or scrap.
Integration with PLC and MES: Vision results (pass/fail, grade, exposure issues) transmit to PLC for sorting decisions and to MES/ERP for quality records, enabling SPC and trend analysis. The integration of laser marking systems into production lines enables real-time feedback and tracking of marking tasks, ensuring that production data is synchronized with quality control measures.
AI capabilities: Deep-learning vision systems reduce false rejects on challenging backgrounds or curved surfaces, improving throughput without sacrificing accuracy.
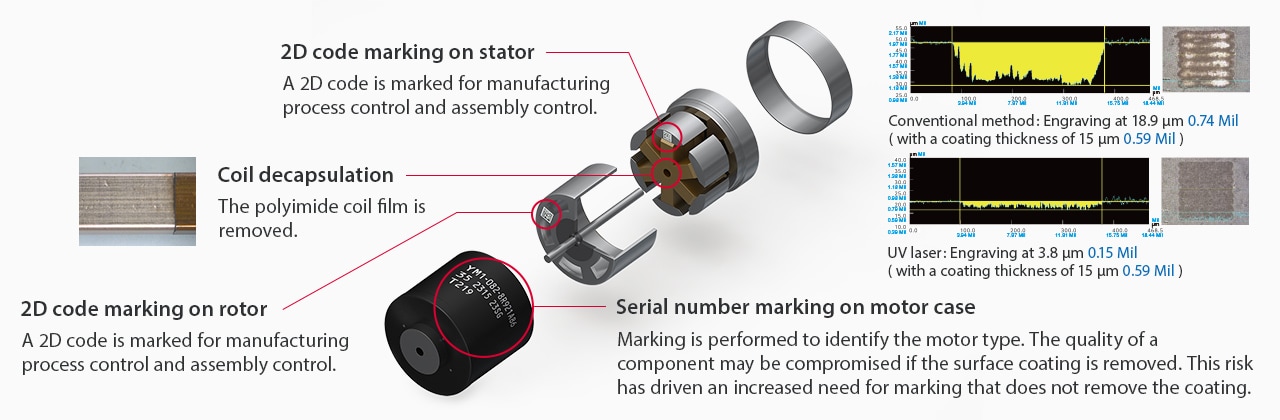
Electric Motor Case Example
Laser Marker Applications
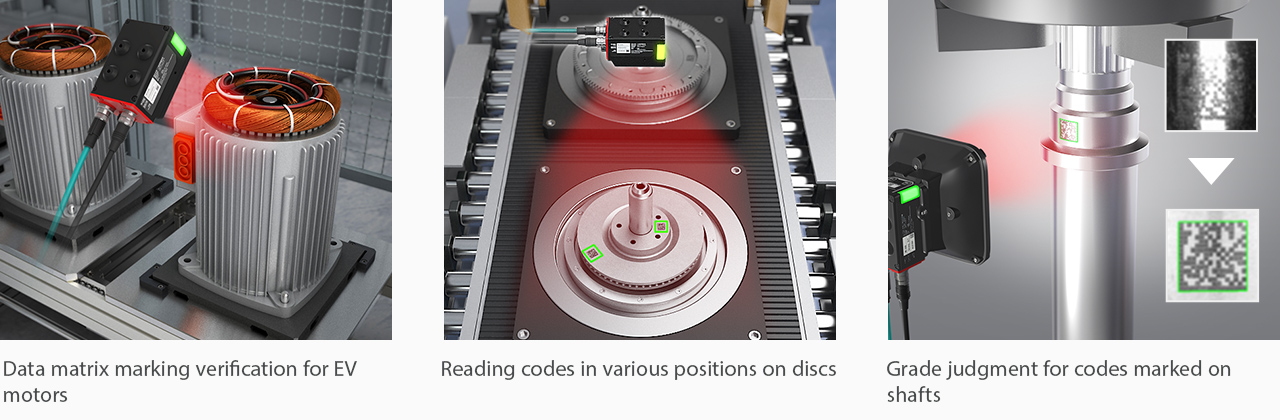
Code Reader Applications
Designing the Integrated Architecture
Integration must be planned during production line design, not retrofitted as an afterthought.
- Network segmentation: Separate OT networks (PLC, laser marking system, vision) from IT networks (MES/ERP servers) with defined gateways and security policies
- Message flows: ERP → MES → PLC → laser & vision → back to MES/ERP. Each handoff requires defined protocols and validation
- Performance constraints: Data for each part must arrive at the laser within 100-200ms to preserve takt time. Network latency beyond this threshold impacts production efficiency
- Redundancy: Local fallback modes when MES is offline, caching job data in the laser or PLC, and automatic reconnection ensure continuous operation
Architecture comparison:
- Standalone Laser Marker: Manual data entry, no traceability, paper records
- PLC-Integrated: Automated triggering, basic handshake, local control
- Fully Integrated with MES/ERP and Vision: Complete traceability, automatic serialization, real-time quality verification, compliance-ready documentation
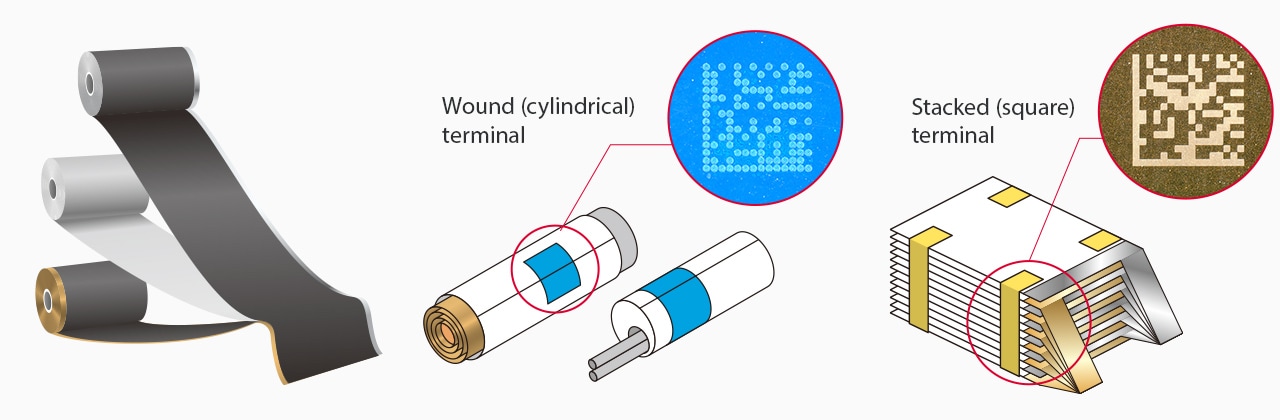
Lithium Battery Example
Laser Marker Applications
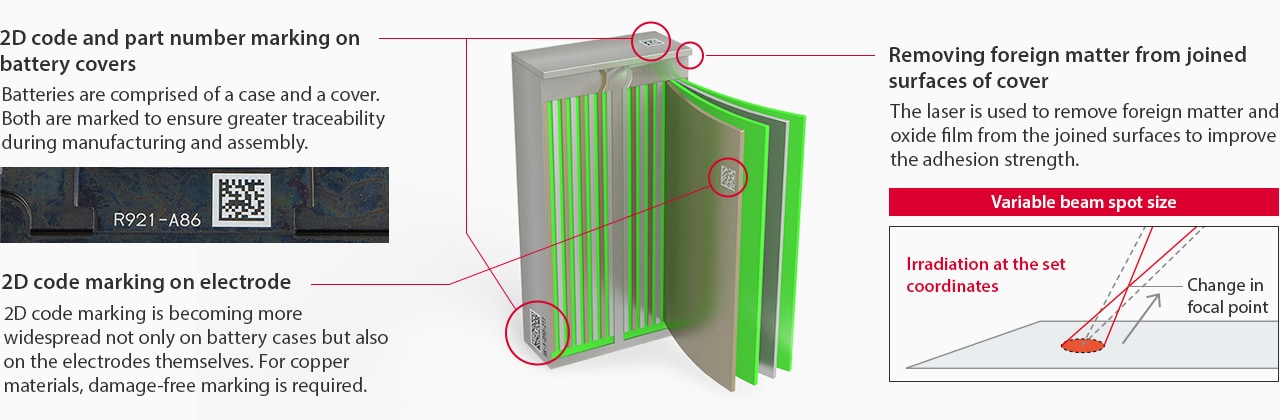
2D code marking on laminated stopper tape
A 2D code for identification management is marked on the tape holding the cut cathode foil, anode foil, and separators, which are wound and laminated.
ID management for the terminal makes traceability management for the battery possible at an earlier stage (i.e. before assembly rather than after).
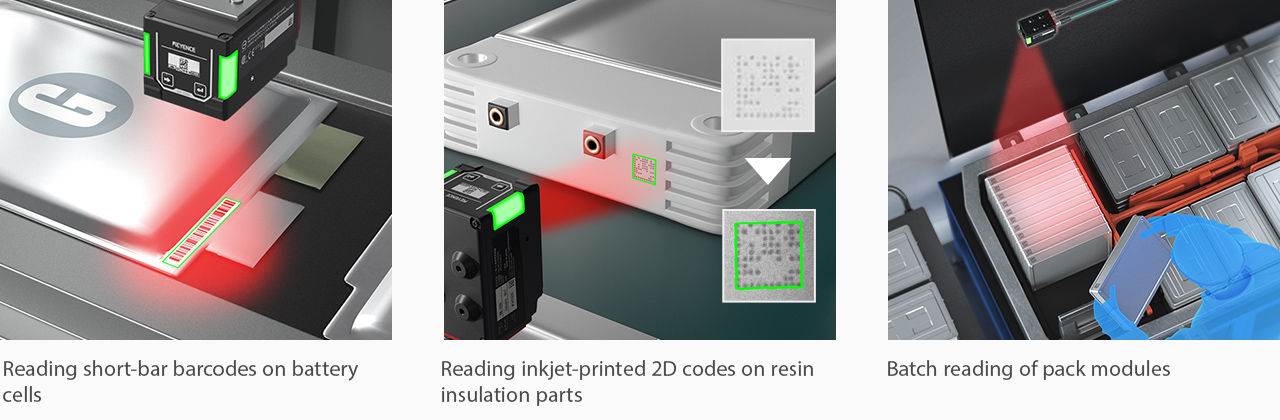
Code Reader Applications
Common Integration Pitfalls and How to Avoid Them
Many integration issues are avoidable with proper planning and testing. Integrating laser marking with automated systems allows for seamless traceability and high-speed efficiency, although it introduces technical complexity and higher initial costs.
- Inconsistent data formats: Problems arise when ERP, MES, and laser templates use different date or lot formats. Enforce a single canonical format early across all systems
- Under-specified code quality: Only checking "read/no-read" instead of formal grading leads to future scanning issues at customer sites. Implement ISO grading from the start
- Ignoring maintenance: Lack of access for lens cleaning, camera adjustment, or encoder replacement causes extended downtime. Design for serviceability on materials prone to contamination
- Network reliability: Dependence on a single switch without redundancy invites failure. Use industrial-grade networking with cutting-edge monitoring for packet loss or latency
- Insufficient testing: Lab tests on flat, clean samples instead of production-condition parts (oily, curved, blasted surfaces exposed to harsh environments and chemicals) lead to surprise failures at SOP
Evaluating Total Cost of Ownership (TCO) for Integrated Laser Marking
Purchase price differs significantly from lifetime cost over typical 7-10 year equipment life.
- Capital vs. operating costs: Include laser marker, vision system, PLC programming, MES/ERP integration, and safety enclosure in initial investment. The laser marking process is consumable-free, eliminating the need for inks, solvents, and labels, which reduces operating costs and environmental waste
- Downtime and rework: Quantify cost of each hour of production loss and each scrapped part. Automated systems, managed by MES/ERP systems and PLC controls, operate with minimal downtime
- Maintenance: Fiber lasers require periodic lens cleaning versus continuous consumables for alternative technologies. This reduces unscheduled stops
- Scalability: Cost advantages compound when the same laser/vision/PLC integration pattern replicates across multiple lines or plants, leveraging shared templates and interfaces for improved efficiency
- TCO model: Calculate yearly parts volume, scrap rate before/after integration, maintenance hours, and operator time saved. Laser marking provides high contrast and durability, ensuring that markings remain readable even after exposure to harsh conditions such as abrasion, heat, and chemicals
Integration of laser marking with MES/ERP systems enhances data integrity and traceability, reducing error rates and improving production efficiency.
Future Directions: Smarter, More Connected Laser Marking Systems
Trends through 2026 and beyond point toward increasingly intelligent marking capabilities across marking applications.
- AI and analytics: Predictive maintenance for fiber lasers based on usage data, automatic adjustment of marking parameters from vision feedback to maintain target code quality grades with high level precision
- Cloud and IIoT integration: OPC UA and MQTT gateways sending aggregated marking and quality data to plant-level analytics or corporate dashboards using modern technologies and solutions
- Adaptive marking strategies: Dynamic adjustment of content and layout based on real-time MES or ERP inputs—accommodating last-minute customer changes or configuration variants to retrieve information quickly
- Regulatory evolution: Stricter traceability and data retention rules continue pushing manufacturers to integrate laser marking into their digital thread for permanent identification and regulatory compliance across component lifecycles
Integrating laser marking with PLC, MES, ERP, and vision systems enables automated, high-speed, and permanent marking across production. Laser marking is a permanent and high-precision technique that alters the surface of materials without the use of inks or chemicals, ensuring that marks do not wear off over time. Integrating laser marking systems with manufacturing equipment such as PLCs, conveyors, and MES/ERP systems enhances data integrity and traceability, reducing error rates and improving production efficiency.
Laser marking integration allows for automatic serialization and genealogy tracking, which is essential for compliance with industry standards and regulations. To explore how these capabilities apply to your specific speed and operation requirements, engage with KEYENCE application engineers for on-site evaluations and integration planning tailored to your production line and systems landscape.




