Machine Vision
Vision Systems for the Logistics Industry
Vision systems for the logistics industry have revolutionized how goods are moved, tracked, and managed across the supply chain and inventories. These systems are made up of sophisticated cameras and lenses capable of capturing and analyzing visual information from the physical world and driving various processes associated with logistics, such as automated sorting and package handling.
KEYENCE has been at the forefront of developing and implementing vision systems for logistics applications, continuously providing innovative solutions to improve efficiency, accuracy, and traceability in logistics operations.
The VS Series AI vision system for the logistics industry streamlines traceability by identifying objects and reading barcodes. It’s easy to set up, user-friendly, and boosts efficiency.

Packing system using deltarobots

Palletizing robot
Optimal hardware for on-hand picking
Applications for Logistics Vision Systems
Package Inspection and Sorting
Vision systems rely on high-resolution cameras and algorithms to inspect packages for damaged labeling errors and compliance with shipping regulations. They identify labels, read barcodes/QR codes, and assess package conditions.
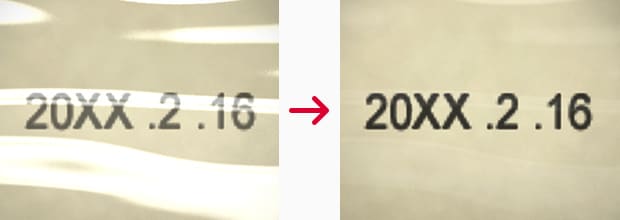
Printed character inspection on a film surface
Glare, which affects inspections negatively, is eliminated to enable stable inspections.
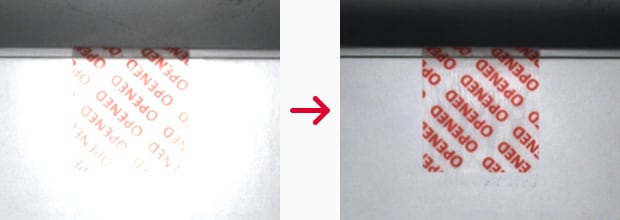
Tape presence inspection
Even when unexpected specular reflection occurs due to workpieces being tilted, the glare can be canceled, which makes it possible to perform stable inspections.
Automated Palletizing System Inspection
By automating complex tasks, reducing errors, and increasing processing speeds of goods, vision systems contribute to a more efficient, reliable, and responsive logistics network and are significantly enhanced by artificial intelligence and machine learning technologies.
Introducing Our AI-Powered Vision System for the Logistics Industry
As the logistics industry pushes for greater efficiency, the need for advanced vision systems grows. Meet our VS Series, designed to keep pace with modern supply chains. Powered by AI, the VS Series delivers AI vision inspections in the logistics Industry with exceptional speed and precision. This reduces errors and optimizes efficiency for warehouses and distribution centers.
Core Features:
- AI-Powered Analysis: Employs advanced auto-focus algorithms to accurately read codes and identify flaws with precision.
- Multi-Format Compatibility: Easily adapts to a wide range of packaging types and sizes while maintaining optimal performance.
- Scalable Integration: Effortlessly integrates with existing manufacturing systems to enable seamless automation.
- High-Speed Processing: Efficiently analyzes large volumes of visual data, ensuring maximum production uptime.
Enhance your logistics operations with the advanced capabilities of the VS Series. Schedule a demo today!

Applications and Examples
FAQs About Vision Systems in the Logistics Industry
What Are the Benefits of Using Vision Systems for the Logistics Industry?
Logistics vision inspection systems offer a number of benefits to the logistics industry, ranging from increased efficiency and productivity, enhanced accuracy, and reduced errors to improved safety, better cost savings, and real-time inventory management.
What Types of Vision Systems Are Commonly Used in Logistics Manufacturing?
Logistics vision systems are highly advanced imaging devices, along with their accompanying software. These devices include 2D vision systems, 3D vision systems, X-ray imaging, and infrared and thermal imaging to interpret the world around them and optimize your production and management.
What Challenges Do Vision Systems Help Address in the Logistics Industry?
The logistics industry isn’t without its challenges, and vision systems for the logistics industry help with handling high volumes of shipments, quality control, traceability and compliance, and complex sorting and handling.
How Do Vision Systems Support Traceability and Compliance Requirements in the Logistics Industry?
Vision systems in the logistics industry support traceability by providing means to automatically capture and record various data points along the supply chain, including timestamps, location, and handling information. All of this data is crucial for compliance with regulatory standards, particularly in industries where safety is paramount.
What Are the Primary Considerations When Selecting Vision Systems for the Logistics Industry?
While the primary considerations for selecting an appropriate vision system for the logistics industry are very application-specific, there are some universal factors you should pay attention to. Those include integration capabilities of the vision system, its accuracy and reliability, ease of use, ease of maintenance, cost-effectiveness, and future-proofing.



