Optical Comparator (Profile Projector)
Choosing the Right Industrial Inspection Method
Key Takeaways
- Choosing between contact and non-contact inspection is crucial, depending on part material, geometry, speed, and accuracy needs.
- Non-contact methods excel for fast, safe inspection of delicate or complex parts, with lighting being critical for accuracy.
- Contact inspection is superior for large parts, inaccessible 3D features, and surfaces difficult for optical systems to measure.
- First Article Inspection (FAI) verifies manufacturing processes before full production, preventing costly errors and delays.
Choosing the appropriate inspection strategy is the first step towards implementing an effective quality control process. The incorrect approach can damage parts during measurement, consume time, or overlook flaws. Depending on the material, geometry, size, and tolerance requirements of each component, several procedures can be required. Understanding which industrial inspection methods work best for specific situations will help you maintain quality standards while keeping production moving.
The choice between contact and non-contact inspection tools can affect everything from inspection speed to the types of defects you can detect. Some parts require gentle handling, which rules out physical probes. Others have features too small or complex for optical systems to measure accurately. Material properties, surface finish, and production volume all influence which inspection method delivers the most reliable results.
Common Types of Industrial Inspection Methods
Three common types of inspection techniques:
- Physical probes that come into contact with the workpiece are used in contact methods.
- Non-contact techniques collect data without coming into contact with the surface by using cameras, light, and/or lasers.
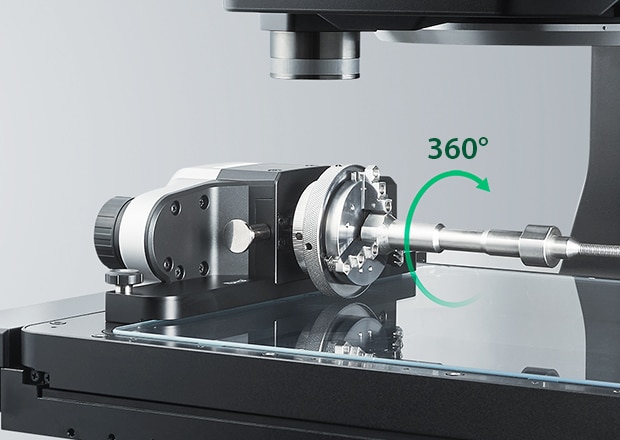
- To assess cylindrical characteristics, rotary inspection can be used to combine measurement with part rotation.
Contact measurement techniques include coordinate measuring machines with tactile probes, handheld gauges, and mechanical comparators. These tools physically touch specific points on the part to determine dimensions. The probe's position in three-dimensional space tells you exactly where that point sits relative to a reference frame.
Non-contact approaches use cameras, laser scanners, or projected light patterns to capture surface information. These systems photograph or scan the part, then utilize software to analyze the images to extract dimensional data. No physical contact means delicate parts stay undamaged, and inspection happens faster since there's no need to carefully position probes.

Non-Contact Inspection Methods
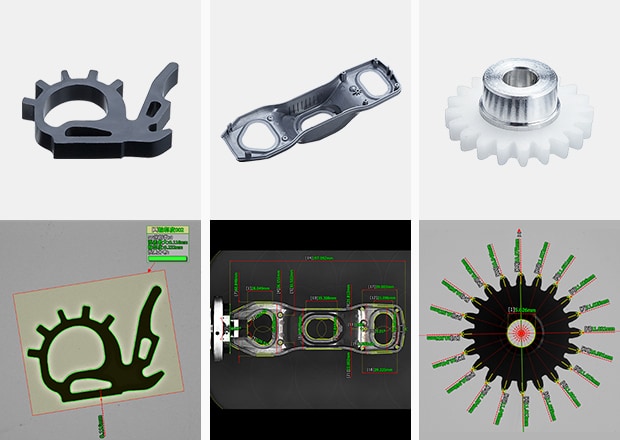
The way that manufacturers examine intricate geometries has changed as a result of non-contact measuring. Without ever touching the component, image measuring systems use high-resolution cameras to record dimension al data. This method significantly accelerates inspection cycle times and removes the possibility of surface damage.
Optical systems excel at measuring soft materials, finished surfaces, and intricate parts like circuit boards, rubber seals, and plastic moldings. They capture hundreds of dimensions in seconds, impossible with tactile methods.
Lighting proves more important than many realize, as different illumination angles reveal different features. Ring lights highlight edges, coaxial lighting shows surface texture, and backlighting creates clear silhouettes. Luckily, advanced systems like the IM-X1000 Series automatically adjust lighting based on which features need measurement.
Get detailed information on our products by downloading our catalog.
View Catalog
Contact Inspection Methods

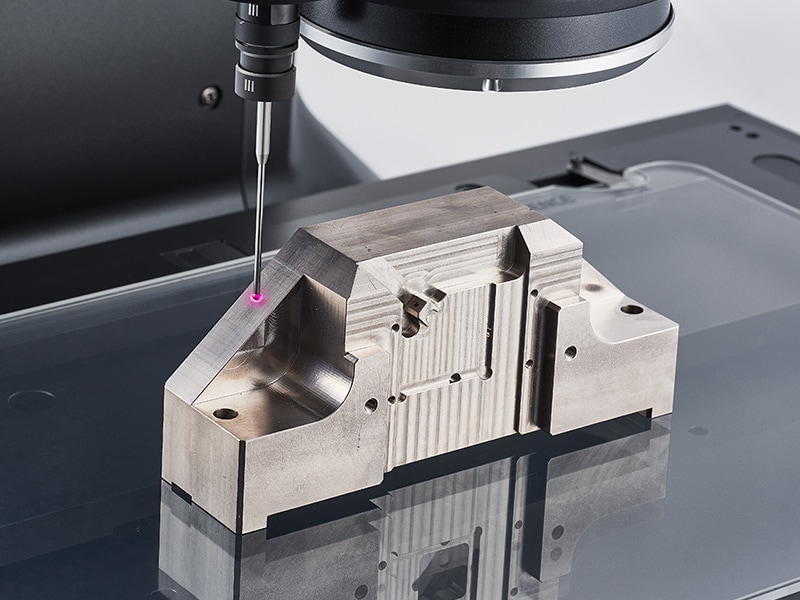
For certain measurement tasks, physical probes remain unmatched. Coordinate measuring machines with tactile sensors establish precise point coordinates by touching the part surface. This direct contact eliminates ambiguity about what's being measured.
Contact methods excel when measuring larger parts that don't fit on the stage of non-contact inspection tools, for 3D features that cameras can't measure, and for parts with surfaces that may be tricky to image or scan due to their material or finish.
Surface finish can affect non-contact measurement but has minimal impact on contact methods. Shiny, reflective surfaces that can confuse optical systems pose no problem for touch probes. The probe simply touches the high points and establishes dimensions based on physical geometry rather than light reflection or imaging.
The XM Series demonstrates how contact measurement technology has evolved. With an easy-to-use wireless probe, inspectors can utilize it to fully inspect 3D and GD&T features on a part quickly and accurately. This approach combines the accuracy of contact measurement with speeds approaching non-contact methods.
Get detailed information on our products by downloading our catalog.
View Catalog
First Article Inspection
Before full production starts, pe rforming a first article inspection confirms that manufacturing processes can create parts that meet design criteria. Tooling difficulties, programming mistakes, and material problems are detected in this verification step, while they are still easily resolved. To make sure everything is correct, the first component of a new configuration is measured thoroughly.
Using a variety of instruments, traditional first article procedures entail manually measuring dozens or even hundreds of dimensions. Hours are spent on the procedure, and errors are introduced as measurements are transferred between instruments. This process is streamlined by digital inspection devices, which record all necessary dimensions in well-planned configurations.
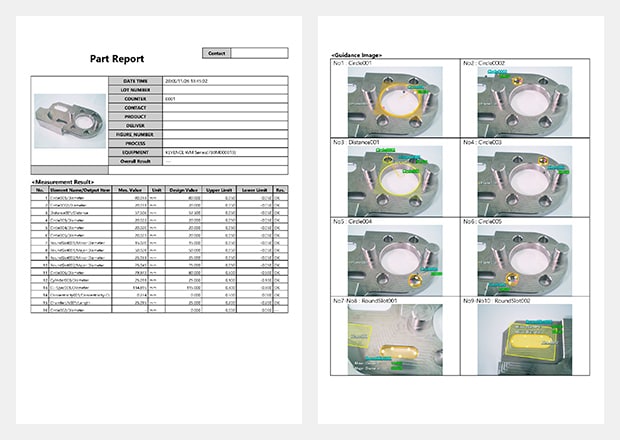
KEYENCE quality systems use thorough measurement reporting to support first article criteria. The software automatically generates reports in formats needed by AS9100 and other standards by comparing as-measured dimensions against CAD models or specification limitations.
In-process inspection capabilities extend first article verification throughout production runs. To make sure the procedure stays stable, you might inspect samples on a regular basis rather than simply the first component.
Leveraging Lighting Capabilities for Instant Measurement
Lighting configuration in optical systems determines which features you can measure reliably. KEYENCE's instant measurement lineup uses programmable light sources. The proprietary software of the system independently controls intensity, height, and color for each light, optimizing illumination for every measurement.
This intelligent lighting enables automated routines that adapt to part variations. When the system detects poor edge contrast, it automatically adjusts lighting and retries the measurement without operator intervention. The system identifies optimal illumination settings and applies them consistently across all measurements.
Statistics and analysis capabilities transform raw measurement data into actionable quality information. Built-in statistical process control tracks trends over time, calculates process capability indices, and flags measurements approaching specification limits. You spot problems developing before they produce defective parts.
Trend analysis from contact and non-contact measurement reveals patterns that manual inspection misses. Gradual tool wear shows up as a steady dimensional drift. Temperature cycling appears as a regular variation throughout the day. Manufacturing and fabrication applications benefit from these analytical capabilities by connecting measurement results to process variables.
Best Practices for Selecting the Right Inspection Method for Your Needs
When choosing the right inspection method, start by considering the most important factors: production volume, part fragility, feature accessibility, measurement speed, and accuracy requirements.
Next, evaluate the surface condition and material of the parts. Soft materials can distort under probes, reflective surfaces create glare, and transparent materials can be challenging for optical systems. Understanding these factors helps avoid incorrect procedures.
Consider the environment in which the system will be used. Dust, vibration, temperature fluctuations, and coolant mist can all affect measurement technologies, so be sure to adjust your system’s tolerance for real-world conditions.
Also, assess the skill level of your operators. User-friendly interfaces and automated routines help reduce reliance on specialized knowledge, which is crucial when staff turnover is a concern.
Finally, calculate the total cost of ownership beyond the purchase price. Fast inspection cycles reduce labor costs, and versatile systems eliminate duplicate equipment investments. Understanding the difference between various measurement technologies helps determine whether specialized or general-purpose solutions fit better.
Find the Right Inspection Method for Your Manufacturing Needs
Contact KEYENCE to explore how our quality measurement systems can improve your inspection accuracy and efficiency.

Frequently Asked Questions
What's the best inspection method for high-precision parts?
High-precision parts typically need non-contact measurement, where the accuracy can get down to a couple of microns. This eliminates any potential for errors from probe deflection and allows delicate surfaces to be inspected without causing damage.
How does non-contact measurement differ from contact measurement?
Faster inspection of fragile materials is made possible by non-contact measuring, which employs lights, cameras, and/or lasers to collect data without touching the part. Probes are needed for precise point coordinates, and contact measurement works best on 3D features, reflective surfaces, and hidden features hard to image or scan.
What is rotary inspection, and how is it used in manufacturing?
As the part rotates on a precise stage, rotary inspection measures cylindrical characteristics. To confirm roundness, concentricity, and cylindricity, contact or non-contact sensors record profiles from different perspectives. It is employed in the large-scale manufacturing of fasteners, shafts, and bearings and allows users to measure GD&T Runout and Total Runout.
Related Products


Related Downloads
-
XM Series Handheld Probe Coordinate Measuring Machine Catalog
Brochure for the XM-5000 Series Handheld CMM. Portable CMM to easily and accurately measure 3D and GD&T features anywhere including the shop floor and in the machine tool.
-

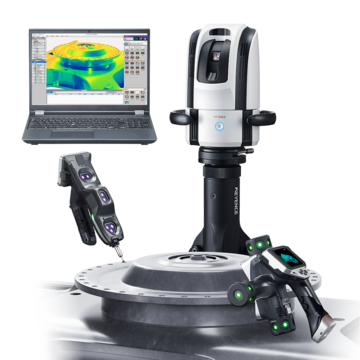
WM-6000 series Wide Area CMM Catalog
Brochure for the WM-6000 series Wide-Area CMM. A portable setup with a wireless handheld probe that enables users measure large parts and equipment.
