Static Control
Resin Parts Feeder Bowl Static Control Solutions
Key Takeaways
- Static in vibratory feeder bowls causes parts to cling, cluster, and jam, disrupting flow.
- Resin’s insulating nature and dry air prolong charge, raising jam risk for small/light parts.
- Ionizers applied across tracks neutralize charge at source, restoring predictable part motion.
- Feedback controlled, high speed ionization reduces manual clearing and lowers labor costs.

Resin parts move quickly through automated lines. Feeder bowls often carry the weight of keeping that motion steady. When static builds on these parts, that motion breaks down. Parts can cling to bowl walls, hesitate during indexing, or collect into small groups that interrupt orientation. All of these issues can slow the manufacturing process and raise the number of interventions required from operators. Resin parts feeder static control keeps these systems stable by keeping charge off the product surface and off the paths that guide each part downstream.
How Static Causes Jamming in Resin Parts Feeders
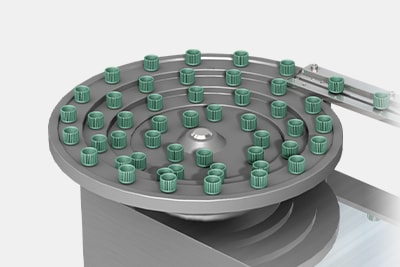
Every manufacturing process involving resin parts generates some degree of electrostatic attraction, but the effect becomes more noticeable inside a vibratory bowl. Constant vibration pushes each piece across the track surface, and contact points change hundreds of times per minute. This friction gives resin, a naturally insulative material, a strong tendency to hold charge. As that charge rises, even small parts develop enough attraction to cling to rails, walls, or the parts behind them.
This attraction changes the pace and direction of movement. A part that should slide freely may stop at a curve, resist orientation, or shift out of position as more parts collect behind it. In a high-speed bowl, these disruptions compound into jams that interrupt the line and force operators to intervene. Dry air accelerates this pattern because charge dissipates more slowly, especially when parts are thin, lightweight, or molded with smooth surfaces. Preventing jamming in resin parts feeders depends on keeping these charge levels low enough for parts to move without interference.
Conventional Countermeasures
Handled by Workers
- Labor costs are high.
- Workers cannot constantly address the problem, so the operating ratio decreases.
Countermeasures with Static Eliminators (Ionizers)
The products do not clog the feeder bowl so the labor for addressing clogging can be reduced.
Reduced Labor Cost for Addressing Clogging
Labor cost per worker: $20/hour × Working time of 5 minutes × 5 lines × 8 hours × 250 days = $16,700/year
The system can be made flexible to address increased/decreased numbers of lines.

KEYENCE’s Ionizers for Effective Resin Parts Feeder Solutions
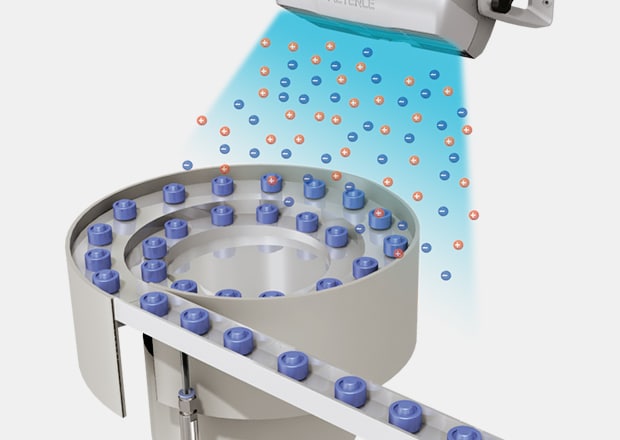
KEYENCE ionizers clear charge directly on the part path, which keeps resin pieces moving the way the bowl design intends. The SJ-Q Series pushes ions across the full width of the feeder, reaching both straight tracks and curved sections where charge often collects. Their discharge speed keeps voltage from building between contact points, so parts lose the stick-and-slip behavior that slows movement. Ion balance is held tight through automatic feedback inside the controller, so output stays steady even when bowl temperature or humidity shifts during the day. With charge removed at the source, the bowl runs in a more predictable way, and parts stay aligned as they move toward downstream stations.
Because ionization removes charge before it can influence part motion, the bowl recovers its intended flow pattern. Movement stays predictable, and parts reach each orientation step without hesitation. This directly reduces parts feeder issues such as sticking at high-friction points, clustering during transfer, or pausing at narrow chokepoints where voltage tends to rise. The compact probe design also helps limit buildup on the ionizer itself, reducing cleaning time and extending stable output across long production hours. For teams handling light or narrow resin parts, this combination offers steady control in areas where small voltage swings can disrupt part travel.
Maximizing Production Efficiency with Static Control
Stable part flow improves every stage of the manufacturing process. When static is removed from the equation, parts move at a steady pace, and line speed remains predictable. Operators spend less time clearing clogs, pulling stuck pieces, or stopping the line to investigate inconsistent counts, and this steadier movement also raises yield by lowering unnecessary part contact with bowl surfaces and cutting down on the chance of foreign particles attaching to the product. By lowering both interruptions and contamination risk, resin parts feeder static control strengthens overall line efficiency and makes resin feeder performance more consistent throughout each run. These gains compound across long production hours, giving facilities a reliable way to manage parts feeder issues without redesigning the feeding equipment itself.
Contact Us Today to Discover Static Solutions for Resin Scrap Manufacturing!

FAQs
What Causes Jamming in Resin Parts Feeders?
Static builds on resin surfaces during vibration, and charged parts cling to feeder tracks or to one another, interrupting flow.
How Can Static Elimination Improve Feeder Efficiency?
Static elimination removes the charge that slows or stops part movement, keeping the bowl running at a steady pace.
Why Should I Use KEYENCE Ionizers in Resin Parts Feeder Systems?
They deliver fast, accurate static elimination that stabilizes flow and reduces manual clearing.


